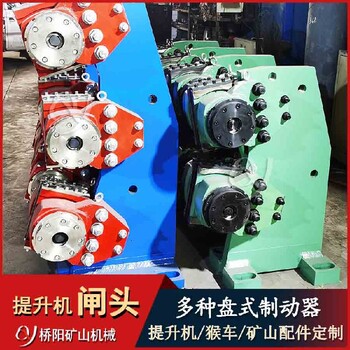
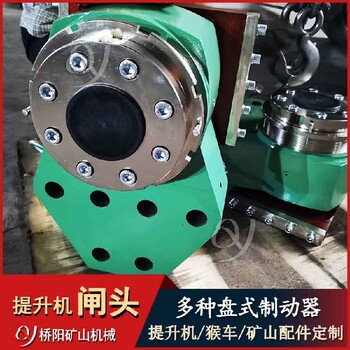
盘形闸头TS216绞车闸头云南洛阳桥阳矿山提升机盘型制动器
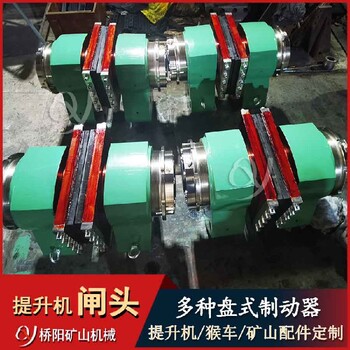





盘形闸头TS216绞车闸头云南洛阳桥阳矿山提升机盘型制动器
产品别名 |
提升机盘型制动器,盘形闸,盘式制动器,煤矿用娃娃头,绞车制动器,盘形闸头,绞车刹车盘,提升机制动器,提升机制动装置,JTP矿用绞车盘型闸,绞车大抱闸 |
面向地区 |
全国 |
材质 |
钢 |
加工定制 |
是 |
适用领域 |
建筑工程 |
制动块(1)嵌合在滑套
(5)的燕尾槽中,并用压板(2)、螺钉(3)将其固定。键(28)防正滑套(5)转动。转动放气螺钉(19),可排出油缸中的存留气体,以盘形闸能灵活地工作。盘形闸在密封件允许泄漏*围内,可能有微量的内泄,虽内泄油可起润滑滑套(5)与支架(9)的作用,但时间较长时,
内泄油可能存留过多,因此应定期从螺塞(22)处排放内泄油液。
如上所述,盘式制动器的工作原理是油压松闸,弹簧力制动。当油腔Y通入压力油时,碟形弹簧组(3)被压缩,随着油压P的升高,碟形弹簧组(3)被压缩并贮存弹簧力F,且弹簧力F越来越大,制动块离开闸盘的间隙随之增大,此时盘形制动器处于松闸状态,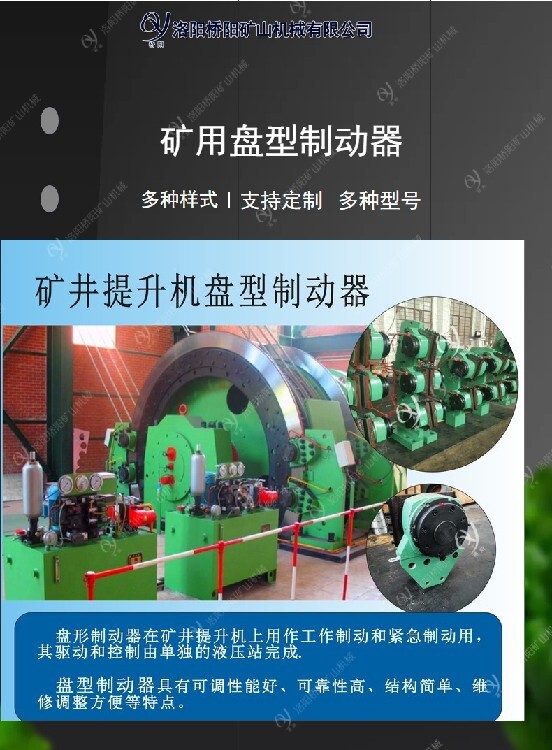
盘型制动器的安装与调整:
在安装就位前应将制动器限位开关调整螺钉调整到短位置或暂时整体拆下,待制动器调整好后再进展复原和调整,以免调整闸间隙时(闸油缸充油时)将限位开关压坏。
1、盘式制动器的安装要求
1)、闸瓦的两个大平面应刮平,按其装配图进展装配,并使闸瓦与滑套贴合面完全贴合,
以确保闸瓦与闸盘各处间的压力均匀。
2)、盘式制动器的油管、盘形闸油缸及油道、活塞等应干净,外表不得存在碰伤等。
3)、检查闸盘端面偏摆量,其值不得大于设计图纸要求。
4)、同一个盘式制动器的支座两侧面与制动盘的制动面距离的偏差△H不得大于0.5mm,
制动器支座两侧面与制动盘的制动面不平行度不得大于0.2mm。
5)、各盘式制动器的制动油缸对称中心线水平面与主轴轴线应在同一水平面内,其偏差
△2不得大于±3毫米。
6)、在闸瓦与制动盘全接触的情况下,实际的平均磨擦半径R实不得小于设计的平均磨擦
半径R8。
7)、制动器支座与制动盘外缘的间隙C不得小于5毫米。

盘式制动器安装闸瓦时候的注意事项:
贴磨各闸瓦,使接触面积应到达闸瓦全面积的60%以上,其贴磨方法如下:
a)、贴磨前,先制动盘干净。
b)、预测贴闸皮时油压值。
c)、预测各闸瓦(制动块)厚度。为闸瓦接触面积以减少贴磨时间,并闸瓦与制动油缸中心线安装后垂直,可先将闸瓦取下,以闸瓦与滑套贴合面为基准刨削闸瓦,直到刨平,再装配到制动器上。
d)、起动主电机进展贴磨闸瓦运转(不得挂钢丝绳和提升容器),贴磨正压力一般不宜过大,略比贴闸皮的油压低0.2-0.4Pa。贴磨闸瓦应在低速下进展。贴磨时应随时注意制动盘温度不得超过80℃(用点温计测量),以免损伤制动盘外表粗糙度。超温时应停顿贴磨,待冷却后再运转。依次断续运转,直到闸瓦接触面积到达要求为止。
为了防止贴磨闸瓦时制动盘磨出沟纹或拉伤,在贴磨过程中还应随时注意观察制动盘的外表情况,如发现制动盘外表出现拉伤或沟纹时停磨闸瓦,用油石或细锉去除。并相应将闸瓦取下检查,如发现金属粒子或碎片嵌入闸瓦内时,应消除干净后再贴磨闸瓦。
洛阳桥阳矿山机械有限公司
洛阳桥阳矿山机械有限公司坐落在矿用产品的发源地洛阳,是一家致力于工矿耐磨材料及其提升机绞车配件的公司,公司秉承“诚信、责任、”的经营理念;坚持“质量,客户”的原则为广大用户提供的产品和完善的售后服务。 公司主营产品有: 一、塑衬类:单绳缠绕式提升机塑料衬板 二、摩擦衬垫:K25摩擦衬垫,GM-3衬垫,GDM326摩擦衬垫、T30摩擦衬垫 三、聚氨酯类产品:聚氨酯梅花垫,摩擦衬垫,天轮衬块,包胶轮,棒肖,猴车衬垫,皮带机轮衬、稳绳滑套、矿车碰头、地辊,罐耳、稳绳滑套等 四、提升机天轮导向轮衬块:分子天轮导向轮衬块垫,PP..……