产品别名 |
十字轴,万向节,传动轴万向节,万向节装配 |
面向地区 |
|
全自动十字轴万向节装配专机
甲方:南京驰力汽车传动装置有限公司
乙方:合肥百川自动化科技有限公司
一、 南京驰力汽车传动装置有限公司 (以下简称甲方)与合肥百川自动化科技有限公司(以下简称乙方),乙方按照南京驰力传动装置有限公司进口设备进行仿制。同时根据用户要求改进,经双方协商达成如下协议。
一.十字轴装配铆压机床改进内容:
1.取消万向节叉十字轴安装孔尺寸检测机构,缩短节拍时间。
2.十字轴碗盖供料机构改为圆盘旋转供料,具备防错检测功能。
3.将双机模式改为单机模式,便于制造和运输,左工位和右工位完全一样。更换夹具后,可以达到左、右工位的功能。
二.仿制部分工作步骤及图片:
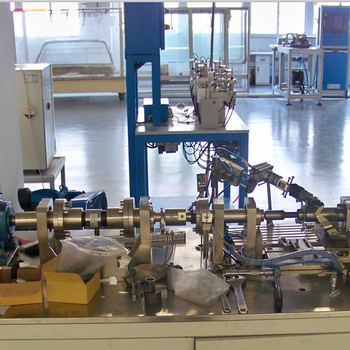
机床整体布局如下图,分为左工位和右工位,由两个人操作。
机床图片
左工位(一工位):
1.将长节叉和十字轴组合后装入夹具定位。长节叉杆以V型块粗定位,两个叉的内档面分别以两个拉钩定位。十字轴以一个轴和下端面定位,使穿入节叉的轴与孔同心,便于压入轴碗。
2.启动机床,上压气缸驱动压块,压紧长节叉杆端面。压块可以上下调整,以适应不同规格产品的需求。
3.拉钩由伺服电机通过减速机、丝杠和拉头驱动,将节叉拉紧。通过拉头内的弹簧调节,使两个叉上的受力相同,拉力的大小则由拉头行程调整。(不同的产品需要更换不同的拉钩)
下部为拉钩和拉头机构
4.达到预定的拉力后,控制系统根据拉钩位置位移传感器反馈的信息,指令伺服电机对拉钩的位置进行调整。(由于节叉定位面误差、人工安装误差和其它误差等将使拉钩偏离正确位置)使两个拉钩的对称中心与机床的定位中心重合,精度误差为Δ,允差±0.05MM,达到要求后,伺服电机锁紧。
5.取料机构在取料位置,碗盖由滑道落下,检测碗盖到位后,由气缸驱动,由后向前将碗盖输送到压铆位置。
6.压铆头由伺服电机通过减速机、丝杠驱动,将轴碗压入节叉孔和十字轴中。在压入过程中同时进行铆压,压铆头位置由位移传感器检测。由于拉钩是用弹簧压紧,在铆压过程中其位置存在变化的可能性,控制系统根据拉钩和铆压头的四个传感器反馈的位置信息,在压铆过程中不断对压铆头的位移行程进行修正,使压铆头相对于拉钩的距离逐步逼近设定值。在铆压完成时,压铆头的对称中心和拉钩的对称中心重合,精度误差为Δ,允差±0.05MM。可设置上限压力保护值,超压自动返回并停机保护。
7、铆压时,测出轴承外部中心凹孔相对平面的变形量,并显示在界面中。
铆头
8、铆接后,压装机构退回、送料机构向后退到取料位置、张力机构松开、压紧机构松开,取下工件,转入右工位。
右工位(二工位):
右工位图片
1.将上工序组合件与短节叉组合后装入夹具,长节叉向下装入定位夹具。防错传感器对短节叉的安装方位检测合格后,下部气缸向上将工件托起,拉钩向中心移动进入节叉。下部气缸下移,同时上部气缸下移,压紧短节叉,使其与拉钩定位。(右图)
2.启动机床,上压气缸驱动压块,压紧短节叉端面。压块可以上下调整,以适应不同规格产品的需求。
3.拉钩由伺服电机通过减速机、丝杠和拉头驱动,将节叉拉紧。通过拉头内的弹簧调节,使两个叉上的受力相同,拉力的大小则由拉头行程调整。(不同的产品需要更换不同的拉钩)(右图和下图)
拉钩和拉头机构
4.达到预定的拉力后,控制系统根据拉钩位置位移传感器反馈的信息,指令伺服电机对拉钩的位置进行调整。(由于节叉定位面误差、人工安装误差和其它误差等将使拉钩偏离正确位置)使两个拉钩的对称中心与机床的定位中心重合,精度误差为Δ,允差±0.05MM,达到要求后,伺服电机锁紧。
5.取料机构在取料位置,碗盖由滑道落下,检测碗盖到位后,由气缸驱动,由后向前将碗盖输送到压铆位置。
6.压铆头由伺服电机通过减速机、丝杠驱动,将轴碗压入节叉孔和十字轴中。在压入过程中同时进行铆压,压铆头位置由位移传感器检测。由于拉钩是用弹簧压紧,在铆压过程中其位置存在变化的可能性,控制系统根据拉钩和铆压头的四个传感器反馈的位置信息,在压铆过程中不断对压铆头的位移行程进行修正,使压铆头相对于拉钩的距离逐步逼近设定值。在铆压完成时,压铆头的对称中心和拉钩的对称中心重合,精度误差为Δ,允差±0.05MM。可设置上限压力保护值,超压自动返回并停机保护。
铆头
7.铆接后,压装机构退回、送料机构向后退到取料位置、张力机构松开、压紧机构松开,取下工件。
三.改制部分工作步骤及简图:
旋转供料机构
1.人工将碗盖孔朝下放到旋转料盘上(水平放置或捎带倾斜),调速电机带动料盘旋转从而带动碗盖转动,转动速度可调,在导向板的引导下排序进入通道。
2.碗盖通道设置防错检测,出现碗盖孔朝上时,防错机构的推料块将其推入料盒,再由人工放回旋转料盘上。
经过检测的碗盖通过90°旋转通道翻转90°后,进入直滑道到达取料位
查看全部介绍
网站地图