





关键词 |
切削液集中供液系统设备,切削液集中供液,切削液集中供配液,切削液集中供液系统 |
面向地区 |
全国 |
一、切削液集中供液净化系统设计主要特点
1.通过自动化控制实现切削液自动监测,如PH值、电导率、温度、浓度等;
2.自动供液和自动回液、自动过滤实现无人值守;
3.设备自动控制,通过PLC完成进料、过滤、冲洗等工艺过程的自动运行与维护的完成,允许现场紧急停机。在系统运行过程中,通过手动阀门完成系统参数的设置;
4.膜材料及辅助设备材料均选用耐受料液腐蚀的材料,密封件选用聚四氟乙烯;
5.设备制作紧凑美观,布局合理,占地面积小;
6.技术,运行成本低;
7.操作、维护简单,全机智能化控制,触屏界面;
8.可使切削液降低并杀死特定细菌,并可有效除臭;
9.保护操作者,降低切削液对人体健康之危害;
10.延长切削液使用时间,增加刀具寿命;
11.快速收集水箱中的废油,并的做到油水分离;
12.全自动配液,无需人工参与;
13.切削液自动恒温(20-25℃)。
那切削液集中供液净化系统有什么特点呢,我们来了解下吧。
1、延长切削液的更换周期:根据实践,过滤净化后的切削液更换周期可以大大延长。
2、提高刀头刀具的使用寿命:近年来的研究表明,如果切削液中的杂质减少到10m以下,刀头刀具的使用寿命可以延长1-3倍.
3、延长管道和泵的使用寿命,而切削液中的固体颗粒等切屑会加速了管道和泵的磨损。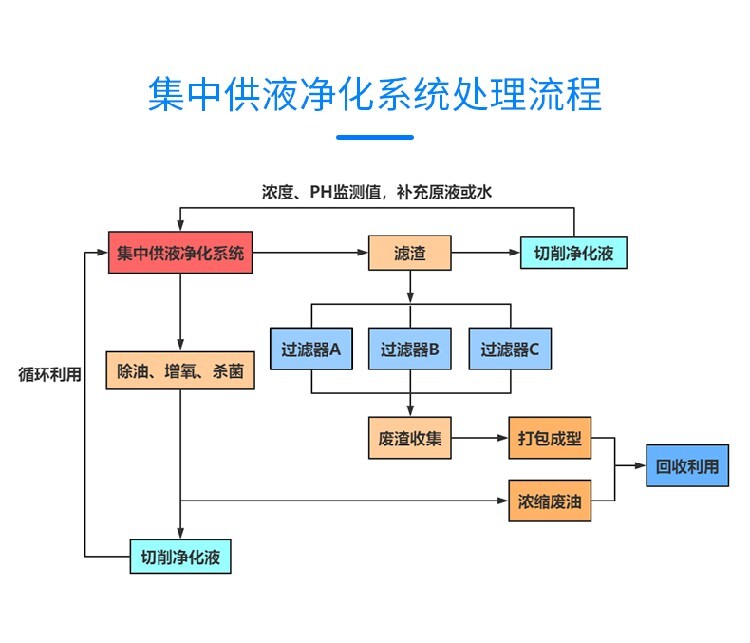
为了延长乳化液的使用寿命,除了选择合适的质量和合理使用冷却液外,切削液过滤设备的维护也是一个非常重要的因素。切削液维护需要做到以下几点:
1、液净化应及时清除切削液中的金属粉末等碎屑和浮油,以消除细菌的滋生环境。
2、定期检查切削液的PH值,并及时采取相应措施
3、及时添加切削液,由于切削液在循环,使用过程中会因飞溅、雾化、蒸发以及加工材料和切屑的携带而不断消耗,因此需要及时添加新的切削液,以保持系统中循环液的总量不变。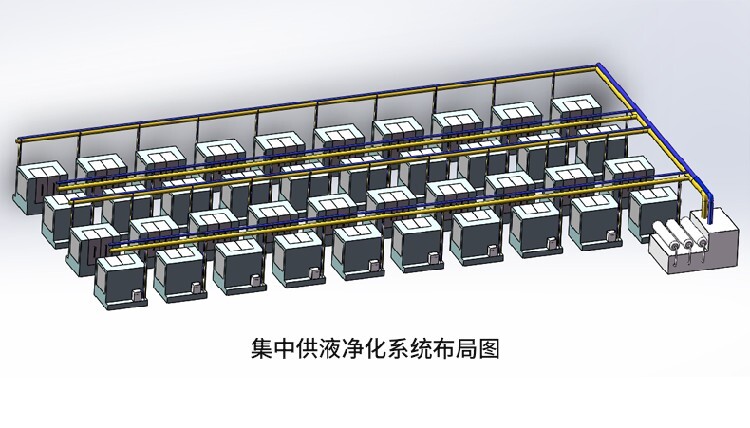
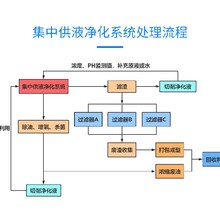
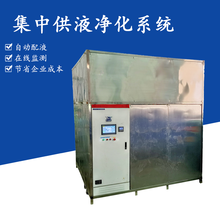
集中供液系统的好处:
1.经济上为企业减少30-40%的支出。
2.集中供液系统配备自动配液功能,提高配液准确性,降低了人工操作失误带来的风险。
3.集中供液系统配备切削液净化功能,每天可以对使用中的切削液进行净化达到新液的效果,对加工件光洁度有,降低刀具磨损,生产车间无异味。
4.集中供液系统的杀功能和自动恒温功能切削液不易变质,降低由于切削液变质而换液的风险。未使用集中供液系统前每年发生切削液变质的机率为2-3次,使用集中供液系统运行一年未发生过切削液变质事故。
5.未使用集中供液系统前为了防止切削液变质,特别是高温天气需要往切削液里添加大的杀菌剂,杀菌剂对员工皮肤会造成伤害。
6.未使用集中供液系统前,每天添加切削和机床换液需要人力为每台机床加液,劳动强度大,作业时间长,降低机床开机时间,从而降低生产效率。
7.使用集中供液系统为200机床加满液只需1小时,人工作业需要3-5人操作1-2天。
8.使用集中供液系统后,更环保,废水处理压力比未配置集中供液下降80%。
帝昂天科的技术和设备,可以帮助客户从源头减少“废水、废气、废渣”的产生,改善车间的粗放式管理,降低企业处理末端成本,让车间低成本轻松落实清洁生产,实现“节能、降耗、减污、增效”的目的,响应我国节能减排政策。
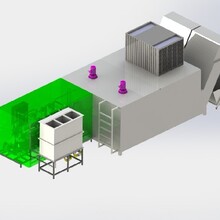
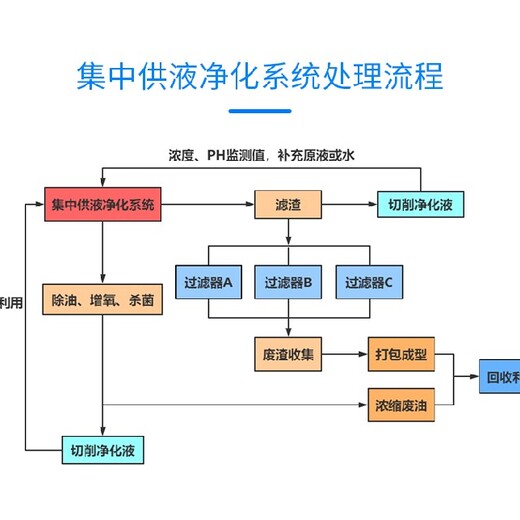
本系统为自动供、回液集中过滤系统,含有杂质的乳化液经过杂质泵泵入集中过滤系统内,经过过滤的切削液再次泵入机床参与加工,杂质则被过滤系统并排除。
经过输送机后的乳化液经过脏液泵进入到过滤装置,杂质被在滤材上,过滤后的乳化液进入到净液箱中,然后经过净液泵进入到CNC中参加工件的加工。

————— 认证资质 —————