


治具拆除
先用扭力扳手稍微松开上治具的固定螺丝,然后将4根导柱装在下治具上,缓慢的上升工作台,将立柱对准在上治具上的孔上
通过立柱,上下治具连在一起,再上升台面至完全接触
松开固定螺丝将上治具与驱动板分离开
下降工作台,松下治具固定螺丝,然后将上、下治具从工作台拆下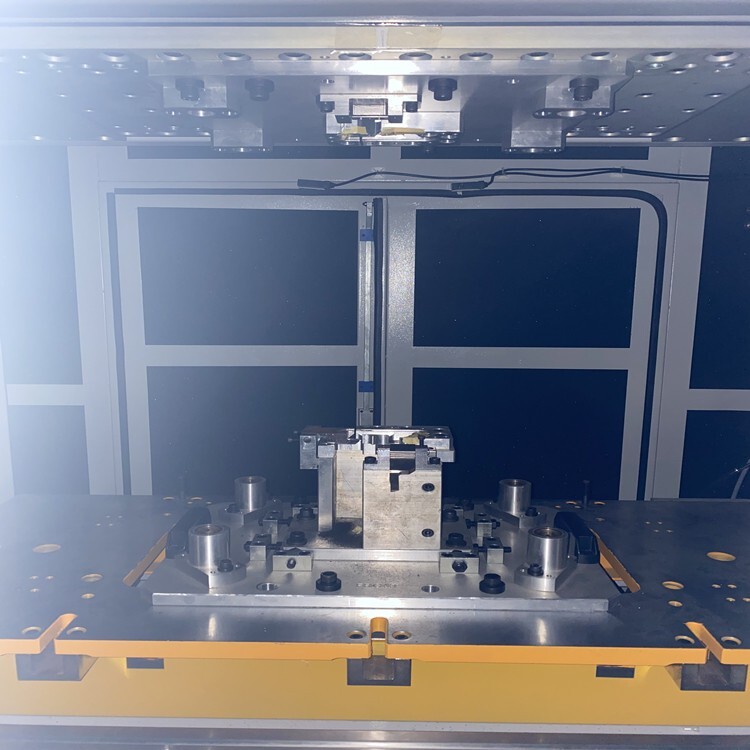
安装治具时,注意事项
上治具
拧紧全固定螺丝
使用扭力扳手.
规定转力(Torque) : 100Nm.
上治具螺丝拧紧完,螺纹连接部长度要大概20 ~ 24mm,尽量使用合适的螺丝。
下治具
拧紧全固定螺丝
使用扭力扳手
振动板螺丝孔的固定螺丝连接部完成时,用螺旋钳的话,可能会断上治具固定螺丝。
上治具固定时,请注意拉力(Torque)
固定螺丝破损现象
不会调整频率
焊接时,频率不正常
焊接品质不好
发生噪音
治具替换后,作自动谐振
使用治具时,注意事项
治具重心安装工作台面的中心
不使用欣宇超声波制作的治具时,请先联络欣宇超声波确认设定条件
治具安装
打开隔音门,升降台面降至治具替换位置,把治具放在工作台面上. 把下治具对准活动平台安装孔
初次使用的治具的话,松开下治具调整螺丝.
在手动操作画面,按治具替换,在按台面上升,使台面上升之与位置决定孔.
固定上治具时,请先稍稍用力手工拧入上治具固定螺丝,同时检查螺丝是否容易旋进。如不是,把治具稍微调整治具位置直至容易旋入螺丝为止.
焊接周期短
适用几乎所有的塑料产品
线性震动摩擦焊接
一步焊接成型
焊接过程:线性震动摩擦,运动面熔层形成,固定面熔层形成,冷却保压
强制摩擦过程中会产生少量的颗粒(这在很大程度上取决于所用的材料)
每种不同的塑料在摩擦的过程中在焊接面达到佳熔点
带红外线预热的线性震动摩擦焊接
焊接过程: 红外线预热,震动转换,运动面熔层形成,固定面熔层形成,冷却保压
根据设定参数,固定夹具面几乎可完全“跳过”
有了这个附加功能,倾斜区域也可成功地焊接,摩擦中的固体颗粒也可以完全避免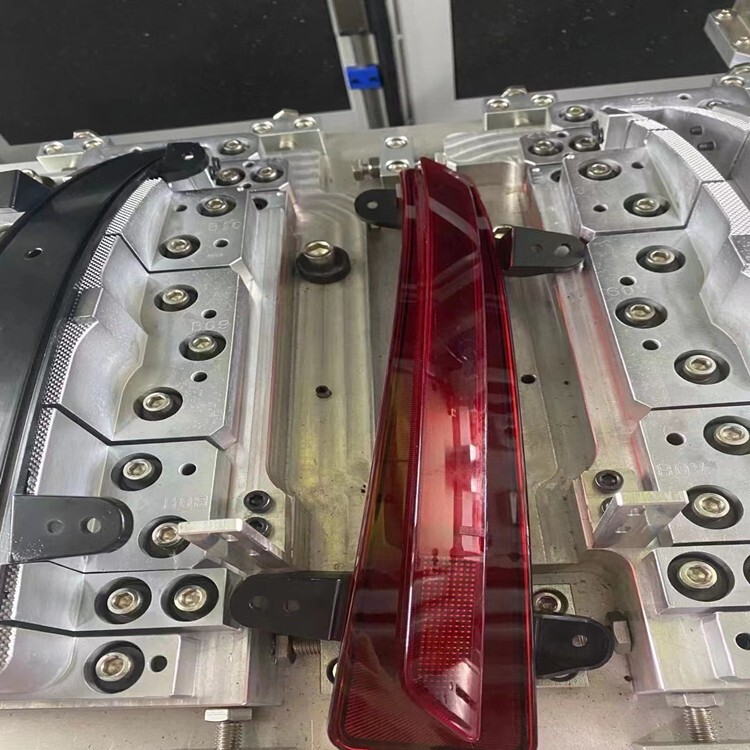
预防保修
日常保养 -油位检查
AMP功能检查
紧急停止功能检查
后门及控制部门关闭状态
隔音门自动功能检查
周保养
检查升降台轴承
检查油压部冷却风扇
气动及油压路线检查
检查振动部有无松动螺栓
月保养
升降台轴承加润滑油
全面清理和清洁设备
检查油压滤清器
年保养
每年检查两次油压马达
启动3000 ~ 4000小时后,清洗油箱,及替换油压油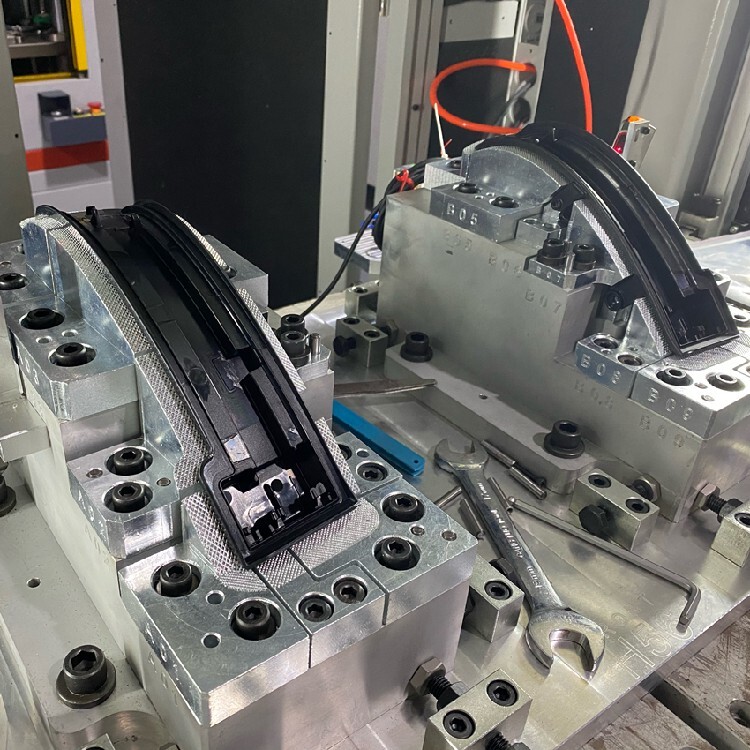
公司简介:
本公司是一家集设备技术开发、生产、销售、服务为一体的综合性企业。
主要经营:
振动摩擦焊接机、超声波焊接机、红外线焊接机、高周波熔断机、热板机、旋转熔接机、高频感应加热机、非标定制机、模具等。
山西东莞欣宇振动摩擦机加工厂家,线性振动摩擦机
更新时间:2024-03-30 05:59:57






收藏
举报
价格
面议
起批量
≥ 1件
供应商
东莞市欣宇超声波机械有限公司
所在地
广东东莞凤岗镇五联村丽珠工业区1栋