贵州铜仁激光熔覆厂家电话
更新时间:2024-11-19 18:17:32

收藏
举报
产品推荐
-
 贵州铜仁激光熔覆厂家
贵州铜仁激光熔覆厂家
¥450000
-
 贵州铜仁激光熔覆怎么样
贵州铜仁激光熔覆怎么样
¥450000
-
 甘肃定西激光熔覆设备厂家
甘肃定西激光熔覆设备厂家
¥450000
-
 贵州毕节激光淬火设备价钱
贵州毕节激光淬火设备价钱
¥350000
-
 四川广安激光淬火设备价钱
四川广安激光淬火设备价钱
¥350000
-
 甘肃定西激光淬火怎么样
甘肃定西激光淬火怎么样
¥350000
-
 贵州六盘水激光淬火厂家地址
贵州六盘水激光淬火厂家地址
¥350000
-
 甘肃陇南激光淬火
甘肃陇南激光淬火
¥350000







产品详情
贵州铜仁激光熔覆厂家电话
基本参数
产品别名 |
激光熔覆 |
面向地区 |
全国 |
用途 |
补焊 |
电流 |
交流 |
作用对象 |
金属 |
作用原理 |
脉冲 |
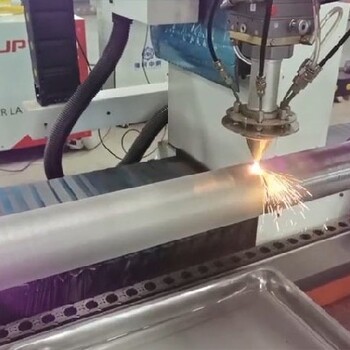
激光器半导体/光纤激光器卡盘直径500mm控制方式工控机+3轴控制系统冷却方式 智能双温双控,20-40℃主轴转速0-100r/min聚焦光斑圆形光斑、方形光斑卡盘与尾座之间载重>2T夹持长度3000mm激光功率6000-12000W送粉方式同轴负压气载式送粉激光波长 900-1100nm
内壁激光熔覆技术的优点1、提高生产效率:通过激光熔覆,可以在金属表面获得均匀的、厚度较薄的熔覆层,熔覆后的零件可直接进行热处理、焊接或机加工,不必进行其它的表面强化处理,从而可以节省大量的原材料和劳动力。
2、提高材料利用率:在相同条件下,激光熔覆与传统粉末熔覆相比,其金属熔覆层材料的利用率提高了20%~25%。
3、提高零件使用寿命:激光熔覆技术在金属表面上可以获得具有高硬度、高耐磨性、高抗腐蚀性能的新涂层,可使零件的使用寿命延长10~20倍。
4、改善表面质量:由于熔覆过程中无熔池形成,表面质量好。

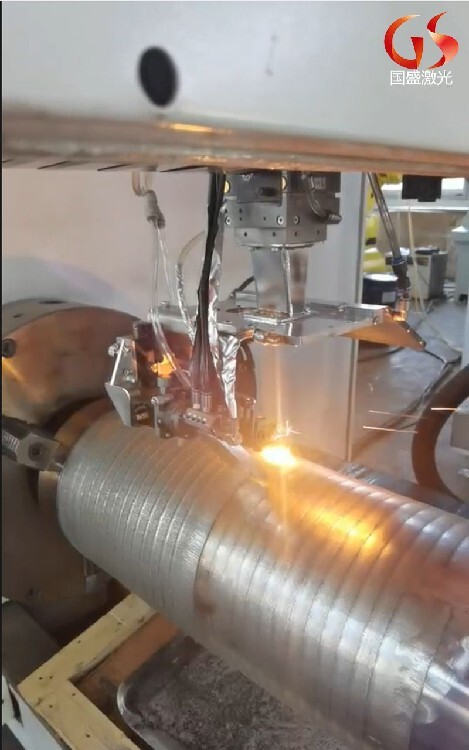
高速激光熔覆过程中影响加工的八大参数
1、激光功率:单位时间内激光器输出的能量。高速激光熔覆一般采用KW级激光器,如LT-3KW、LT-4KW等,市场应用广泛,能够满足大部分领域的需求。
2、光斑形状:光斑形状是影响熔覆质量的一个重要因素,光斑形状由激光器的光学系统决定。激光光束从送粉器射出后,经过扫描系统,再到基板上,在不同的位置形成不同的光斑。光斑形状直接影响着熔覆效果和成形质量。常见的光斑形状分为圆形和矩形两种,用户根据加工对象的特点选择使用。
3、光斑大小:光斑大小是指光束被扫描到基板表面的面积。激光熔覆过程中,激光能量聚集在熔覆层的中央,然后通过辐射向周围发散,光斑大小主要影响光功率密度,即单位面积的光能。相同功率条件下,光斑尺寸越小,光功率密度越大,高功率密度光斑适用于高包层。熔点金属粉末。
4、 加工距离:也叫搭接率,是指激光熔覆时,激光束从熔池中吸收热量所需的距离。激光熔覆过程中,光斑距离是影响熔覆质量的重要因素。在实际加工中,当光斑距离在3-5 mm范围内变化时,熔覆层质量良好,因此光斑距离一般控制在3-5 mm。
5、搭接率:搭接率是指熔覆金属粉末与基板的搭接率。搭接率是影响熔覆层表面粗糙度的一个重要参数。熔覆材料与基板之间的搭接率越大,越容易获得粗糙度较低的熔覆层表面。
光斑直径增大时,激光束能量密度提高,熔池受热变宽,熔化速度加快,在基板上产生较多的小孔。
搭接率提高,熔覆层表面粗糙度降低。但搭接部分的均匀性很难得到。每道熔覆层之间相互搭接区域的深度与每道熔覆层正中的深度有所不同,从而影响了整个熔覆层。高速熔覆的搭接率高达70%-80%(普通熔覆的搭接率为30%-50%)。
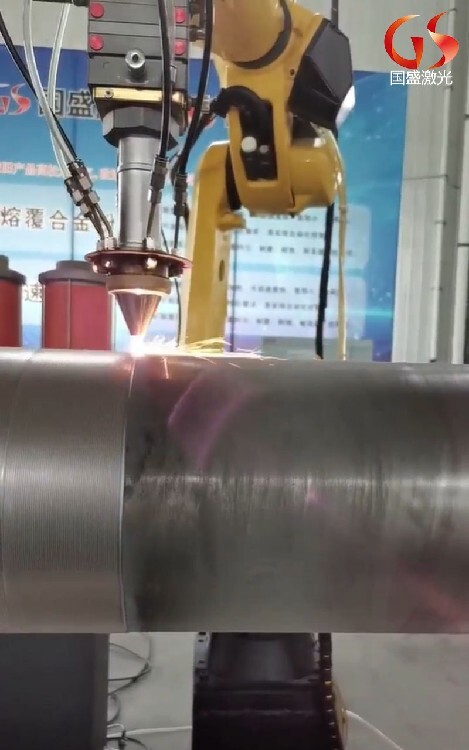
6、熔覆速度:熔覆线速度和熔覆面积率都可以表示熔覆速度。实测中物力拓高速激光熔覆线速度为20m/min-50m/min,熔覆厚度为0.2-0.6mm时,熔覆效率为0.6-1.2平方米/小时。
7、送粉方式:高速激光熔覆中的送粉器是激光熔覆质量的关键。高速激光熔覆的送粉方式主要有环形送粉和中心送粉。中心送粉比环形送粉粉末利用率高,但设计难度大,需要用圆环围住横梁。送粉管一周。目前市场上有很多圆形送粉应用。
8、保护气体压力:高速激光熔覆过程中,基体与熔覆材料之间很容易氧化,熔覆材料中含有的氧化物,会导致基体材料表面发黑、发暗、变硬,严重影响了工件表面质量。为避免熔覆材料氧化,需对工件进行保护。高速激光熔覆可在保护气体下进行,一般采用氮气或氩气作为保护气体,主要用于送粉,在激光熔覆池周围形成保护区域,减少氧化。
激光熔覆技术在钢铁冶金行业的应用主要体现在表面修复和表面改性两个方面。钢铁冶金行业对耐蚀、耐磨、抗氧化、耐高温等性能要求较高,通常采用传统的补焊工艺对零件进行修复,但由于钢铁材料表面硬度较低,且存在一定程度的氧化和磨损,导致修复后的零件耐蚀性和耐磨性下降。激光熔覆技术可显著提高金属零件表面的耐蚀性能和耐磨性能,且不需要再进行复杂的处理。
1、耐磨钢件、高合金工具钢件的修复激光熔覆技术主要是在基体与涂层之间形成冶金结合,因此,激光熔覆技术对基体材料的要求较低;但激光熔覆涂层与基体之间为冶金结合,且涂层与基体之间的结合强度较低。因此,在选用激光熔覆涂层时应对基体材料的性能进行分析;
2、在钢件表面制备耐磨、防腐涂层激光熔覆技术在钢件表面制备耐磨、防腐涂层是近年来发展起来的一项新技术,其目的是使工件表面获得具有耐腐蚀和抗磨损性能的耐磨、防腐涂层。激光熔覆技术可以在钢件表面制备一层厚度约为30~100μm的熔覆层,与基体之间为冶金结合;
3、在钢件上制备抗氧化涂层激光熔覆技术是通过在钢件表面形成一层致密且具有很高抗氧化性能的耐磨、防腐涂层。激光熔覆技术主要分为热喷涂、热浸镀和等离子喷涂三种方法;
4、激光熔覆技术对钢件表面改性主要体现在:
①将激光熔覆层与钢件之间形成冶金结合;
②用激光熔覆层代替钢零件部分材料,在钢零件上形成具有特殊功能和性能的涂层。
激光熔覆技术是一种的表面修复技术,可以应用于大型构件的修复。它主要是利用激光束对材料表面进行加热,使其部分熔化并与底材融合,形成新的涂层或修复材料。这种技术有以下优点:
1、 :激光熔覆技术可以快速进行表面修复,减少生产时间和维修成本。
2、 精度高:激光熔覆技术可以实现的表面修复,修复后的构件符合设计要求。
3、 适用范围广:激光熔覆技术可以应用于多种材料的表面修复,如钢、铝、镍基合金等。
4、 质量稳定:激光熔覆技术可以消除焊接过程中的气孔、裂纹等缺陷,修复后的构件质量稳定。
在大型构件修复中,激光熔覆技术可以应用于船舶、桥梁、飞机和汽车等重要构件的表面修复。例如,船舶的螺旋桨、舵叶和船体表面的修复,可以使用激光熔覆技术实现。另外,在飞机和汽车等重要构件的修复中,激光熔覆技术也可以应用于引擎、变速器和发动机等部件的表面修复。
总之,激光熔覆技术在大型构件修复中具有广泛的应用前景。随着科技的不断发展,相信激光熔覆技术在大型构件修复中的应用将会越来越广泛,为构件的维修和修复提供更为、、稳定的技术支持,降低维修成本和停机时间。

激光熔覆技术的特点:
1、涂层结构均匀、细化、缺陷率低;
2、涂层硬度高,可达50~62HRC,具有优良的耐磨性和耐腐蚀性;
3、涂层与基体之间存在冶金结合,结合强度高;
4、根据不同情况,涂层厚度可达0~10mm;
5、涂层材料可以是金属和合金,也可以是金属陶瓷;
6、基材为各类钢和铸铁,也可以是其他金属和合金材料;
7、可形成由基层、中层、外层组成的成分和硬度梯度涂层;
8、基材热影响区小,热变形小;

激光熔覆技术优点:
1、稀释率较低;基材上热影响区小;
2、与基体形成冶金结合,结合强度达95%以上;
3、熔覆层与基体均匀,无粗大铸造组织;
4、熔覆层及其界面结构细小,晶粒细小;
5、无空洞、夹杂裂纹等缺陷;
6、激光加工时基材表面仅轻微熔化,激光加工后不存在热变形;
7、熔覆层与基底润湿性好,结合强度高,易于实现自动化;
上一条 贵州黔东南激光淬火怎么样
四川甘孜激光淬火设备价钱 下一条
供应商信息

西安国盛激光科技有限公司
西安国盛激光科技有限公司成立于2015年(旗下全资子公司陕西国昌熔覆激光科技有限公司),公司建有西安航天研发设计中心、渭南生产基地。国盛激光是一家从事自动化激光熔覆设备、高速激光熔覆设备、激光淬火设备、激光焊接设备、3D打印设备的研发、制造、销售于一体的高科技企业。为客户提供结构功能一体化激光增材制造技术的全套解决方案。国盛激光始终重视创新和研发,工程师团队涵盖激光熔覆设备等项目研发、设计、开发、检测、分析、售前售后服务等。凭借庞大的技术资源,雄厚的研发力量,的生产技术,的交付周期,灵活的技术服务,..……
“贵州铜仁激光熔覆厂家电话”描述文字和图片由用户自行上传发布,其真实性、合法性由发布人负责。