





产品别名 |
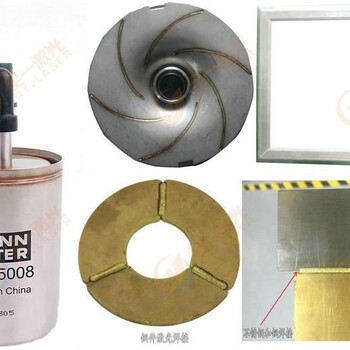
激光焊接设备,机器人激光焊接机定制,机器人激光焊接机价格,机器人激光焊接机生产厂商 |
面向地区 |
全国 |
功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。
在20世界70年代以前,由于高功率连续波形(CW)激光器尚未开发出来,所以研究集中在脉冲激光焊接(PW)上。早期的激光焊接研究实验大多数是利用红宝石脉冲激光器,1ms脉冲典型的峰值输出功率Pm为5KW左右,脉冲能量为1~5J,脉冲频率就小于等于1赫兹。当时虽然能够活的较高的脉冲能量,但这些激光器的平均输出功率P却相当低,这主要是由激光器很低的工作效率和发光物质的受激性状决定。激光器由于具有较高的平均功率,在它出现之后很快就成为点焊和缝焊的优选设备,其焊接过程是通过焊点搭接而进行的,直到1KW以上的连续功率波形激光器诞生以后具有真正意义的激光缝焊才得以实现。
焊接过程控制系统的智能化是焊接自动化的核心问题之一,也是我们未来开展研究的重要方向。我们应开展佳控制方法方面的研究,包括线性和各种非线性控制。具代表性的是焊接过程的模糊控制、神经网络控制,以及系统的研究。
近期浏览