





产品别名 |
激光焊接机,全自动机械手-智能机器人,全一激光科技-诚信厂家,激光焊接机-实时报价 |
面向地区 |
全国 |
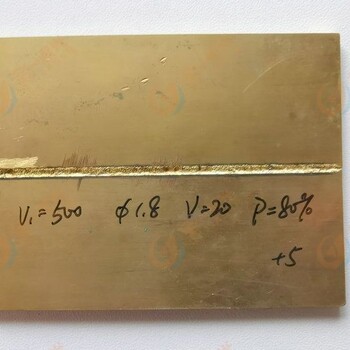
半导体激光锡焊机器人系统设有位置校正系统,以焊点位置的及工艺参数的优化。其原理是通过摄像头对工件,上的标记点照射后,经画像处理装置和激光变位传感器,对焊接位置和高度进行补正。通过液晶触摸屏对输出功率、激光照射时间、焊接温度曲线等工艺参数进行设定。
激光头上配有防烟雾的光学透镜及保护系统,维修时只要更换透镜前端保护玻璃即可。可以通过系统中体积紧凑的强力激光发生器选择与点径相合适的激光束,激光功率大为30W、50W (空气冷却)两种,并连续可调,从而达到佳功率的焊接。
激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。
功率密度是激光加工中关键的参数之一。采用较高的功率密度,在微秒时间范围内,表层即可加热至沸点,产生大量汽化。因此,高功率密度对于材料去除加工,如打孔、切割、雕刻有利。对于较低功率密度,表层温度达到沸点需要经历数毫秒,在表层汽化前,底层达到熔点,易形成良好的熔融焊接。因此,在传导型激光焊接中,功率密度在范围在104~106W/cm2。
随着科学技术的不断发展,许多工业技术上对材料特殊要求,应用冶铸方法制造的材料已不能满足需要。由于粉末冶金材料具有特殊的性能和制造优点,在某些领域如汽车、飞机、工具刃具制造业中正在取代传统的冶铸材料,随着粉末冶金材料的日益发展,它与其它零件的连接问题显得日益,使粉末冶金材料的应用受到限制。在八十年代初期,激光焊以其特的优点进入粉末冶金材料加工领域,为粉末冶金材料的应用开辟了新的前景,如采用粉末冶金材料连接中常用的钎焊的方法焊接金刚石,由于结合强度低,热影响区宽特别是不能适应高温及强度要求高而引起钎料熔化脱落,采用激光焊接可以提高焊接强度以及耐高温性能。
20世纪90年代,我国焊接界把实现焊接过程的机械化、自动化作为战略目标,已经在职各行业的科技发展中付诸实施,在发展焊接生产自动化,研究和开发焊接生产线及柔性制造技术,发展应用计算机辅助设计与制造;药芯焊丝由2%增长到20%;埋弧焊焊材也将在10%的水平上继续增长。其中药芯焊丝的增长幅度明显加大,在未来20年内会超过实芯焊丝,终将成为焊接中心的主导产品。












