





关键词 |
机制砂螺旋输送机,白云螺旋输送机,螺旋输送机材质,螺旋输送机坚固 |
面向地区 |
全国 |
螺旋输送机的支架也是输送设备中的配套设备,其中支架的焊接工艺也是非常重要的,如果焊接不结实的话,就会影响其使用。下面简单介绍几种焊接方法:
1.引弧
(1)划擦法---先将焊条对准焊件,再将焊条像划火柴似的在焊件表面轻轻划擦,引燃电弧,然后迅速将焊条提起2-4mm,并使之稳定燃烧,
(2)敲击法---将焊条末端对准焊件,然后手腕下弯,使焊条轻微碰一下焊件,再迅速将焊条提起2~4mm,引燃电弧后手腕放平,使电弧保持稳定燃烧。这种引弧方法不会使焊件表面划伤,又不受焊
LS系列槽式螺旋输送机的机壳是U型槽,槽体上有盖板,在清理时可以卸下固定螺栓,去下盖板,然后清理,这种类型的输送机清理起来比较方便,可以用气泵等直接进行清理。
螺旋输送机内残存物料清理是设备维护的重要步骤,本设备主要被用来输送一些小块状、粉末、颗粒类的物料,如果不及时清理,物料残存在机体内部,设备在启动是容易造成负载过大,而且如果输送的物料颗粒度较大,还容易损坏螺旋叶片,甚至烧毁电机。
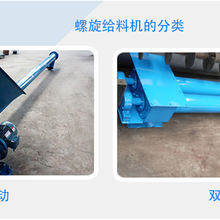
使用螺旋输送机的用户都知道,输送机可根据客户及场地要求选用不同的出料口形式。
螺旋输送机出入料口情势有三种:万向球,布袋和法兰团结。
万向球团结密封性能好,能调治安置角度,安置简略方便,成本高。
布袋团结密封性能差,不能调治安置角度,安置简略方便,成本低。
法兰团结密封性能好,对安置角度要求高,安置庞大,成本低。出料口一般选用布袋团结形式
把螺旋输送机实体型的制法叫做s制法,其节距大过叶片直径的接近一倍,其主要用于粉状和颗粒状的物料。带式型的制法叫做D制法,其节距与叶片直径相同,这款多用于粉状和小块的物料。叶片型也有用,但比较少,其主要是输送那些粘度比较大或且可以压缩的物料,其节距大过叶片直径超过一倍。知道了其不同的结构特征后,消费者在选购时就可以根据自己要加工的物料选择相对应的型号,避免盲目购买。
螺旋输送机的转速是决定输送量的关键因素。我们平时都遵循着一个原则,那就是在满足输送量的前提下,我们要尽量降低螺旋输送机的转速。因为当螺旋输送机的转速超过一定的极限值时,物料收到的离心力很大就会适得其反,把物料抛出去。使之克服了其处理粘性粉尘易形成筒壁粘结的问题,提高了加湿机的适应性,扩大了 单轴粉尘加湿机的应用范围。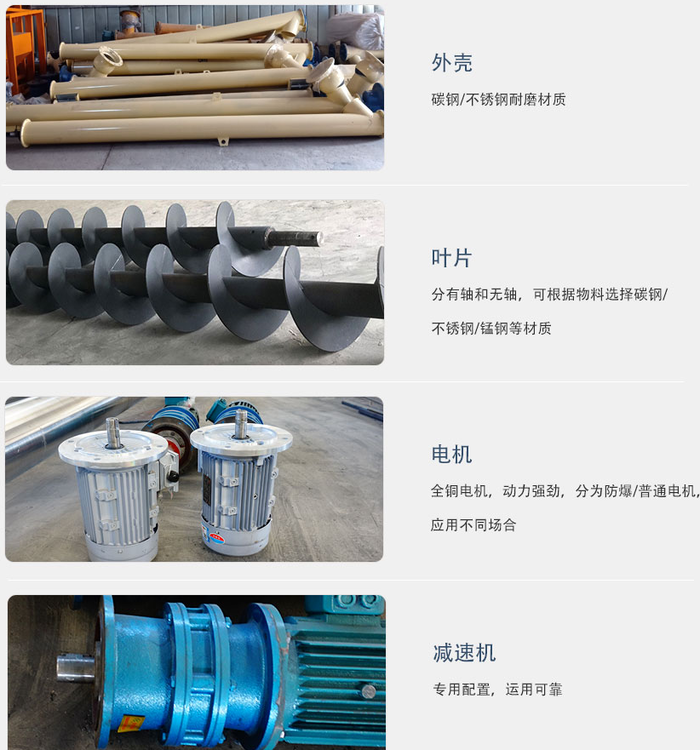
填充系数取决于被输送物料的摩擦性及其黏附性、螺距和螺旋输送机中心线的倾角。
1、对于流动的几乎没有磨损的物料(如面粉、谷物)取ψ=0.45;
2、对于少数磨损的且为颗状至小块的无赖哦(如食盐、砂)取ψ=0.33;
3、对于磨损性和侵蚀性很大的且松散密度大的物料(如矿渣、砾石、矿石)取ψ=0.15.