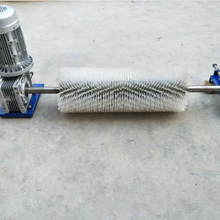
新型多功能制砖机只需换模具就可以生产
产品别名 |
新型多功能制砖机,只需换模具,生产任意砖,多功能制砖机 |
面向地区 |
|
供应宁夏固原隆德县新型多功能制砖机 只需换模具就可以生产保修信誉卡
保修说明
1、保修内容: (1)振动器保修4个月;
(2)油缸保修8个月;
(3)主机、料车、送板、泵站保修三个月。
2、由于人为性的意外损坏、不正常操作,不依说明书使用超负载
工作、不适宜的保养均不在保修之列。
3、保修不包括与生产材料接触、摩擦的磨损件(如轴承、搅拌机、
齿轮圈等)。
4、属正常使用非人为性损坏发生的质量问题(保修期内),凭发
票和此卡到附近特约站免费保修,没有特约维修服务站的地区请直接与销售服务部联系。
5、保修单位凭此卡及实际保修内容与公司结算款项。
(此卡请妥善保管)您好
机械检验标准
产品名称:1、工艺要求
机架粘接长度误差土3mm宽度土2mm高度土2mm
焊角高度为5X5mm.2、机架焊接工艺要
各部位焊接牢固,焊道光滑无夹渣,焊镏焊接高度5X5方管焊缝向内侧,外观无抛光痕迹,尺寸准确。
尺寸准确土2m
对角线误差土1.5mm前方对角误差士2mm左右对角误差土2mm3、机架组装工艺要求
步,喷漆车间运输到组装工作区,油漆无划痕,外观无漆溜。组装时各部位尺寸准确误差2mm。( 上滑板导套、耳板、导柱、振捣板)。
,振捣板误差+ 1mm,平行度四角0.5mm,孔距士1mm。第二,导柱1米跳动0.1mm,外径中70 -0.05,硬度56度-58度,硬深度2mm,光洁度5。
第三,耳板各部尺寸按图纸加工误差土1mm,外径尺寸长X宽X高误差2mm
4、料车检验,外形长X宽X高误差+2mm,对角线误差+3mm,料车邦板安装行走轮孔打孔在同一尺寸误差0.3mm。
第二,料车轴,通心度误差2mm,轴、皮带轮安装位与轴承位在同一条中心线跳动0.1mm。组装时转动灵活,料车四角行走轮在同一水平面误差≤1mm。
第三,料车油缸前安装位与后安装位误差≤2mm,油缸直线运动灵活。料车底板与方钢在同一水平面,对角线误差≤1.5mm,焊接时分段,焊道5X5,无夹渣,无焊镏。外观不需要打磨12.5光洁度,钢刷除去养光皮。5、送板检验
各部位尺寸准确,行走轮与轨道间配合误差+ 3mm。油缸安装位前后误差≤5mm6、泵站检验,分配器操作灵活,邮箱内部清理干净不许有电焊镏和锈。
第二,电机与油泵安装要有通心度,联轴器套要有1mm活动量,注阴旋转方向、标牌。
第三,导套内孔衬套通心度2 5mm,平行垂直度
2mm。
孔距在误差2mm。第四,上滑板上下安装位在同一水平面误茅2m,第五,上滑板调正四角平行误差2误差t 1mm。
耳板与振台平行度士2mm。模具安装孔距士15mm
2mm,上滑板与振台平行度
您好!感谢您对天津浩海机械公司长久以来的信任与支持,欣然选择了我公司的产品,下一步我们将--如既往的以饱满的热情、的技术竭诚为您服务。
同时为了您能够更充分的了解、更好的使用本公司的产品,使机械设备运转达到运转状态,为您创造更大的利润空间,在下面的章节中我们将设备日常保养须知及简单的设备常见故障排除的方法一一-列举出来有您分享。同时为了您今后能够更好更率的使用设备,请您配合我们的售后服务人员系统、的对您的生产操作人员进行培训。
用户使用手册
尊敬的用户:当您使用设备前请详细阅读此手册。一、设备电压:
免烧砖机设备电源主线应选用25mm以上的铝线或16mm以上的铜线。设备正常运转时输入电压为:高压380V- -410V,低压330V-360V,免烧砖机设备安装可靠接地装置,以操作人员的人身安全,如不按照要求安装接地装置造成人员伤亡事故我公司概不负责。
二、开机前准备工作[参照上示意图对应的部件名称进行调整):
1、上模提升至上限位,下模下降至下限位,料车退到后限位,送板送至前限位,井确保下模下方托板就位。
2、每班结束后应及时对料车、料仓等与灰料有接触的部位进行清理,确保水泥不结块。旋转、行走部位、轴承不得有尘渣。
3、设备运转过程中随时检查料车内部不能有大块石块进入,以防止搅拌齿损坏,当大块坚硬物质落入模具内部也会对模具造成损坏。
三、造成模具开裂的主要原因:1、下模压力过小:
设备在运转过程当中应该定期检查
设备下模下压的压力。 上模检查方法:设备正常运转时,模具震动的振幅应当控制在2- -4mm之间,
如果模具的振幅大于4mm说明下模的 一下模压力低于正常值,此时应当对模具下 耳板压压力进行调整。具体操作方式是调 胶墩整下模下压压力调压阀,使下模下压 震台压力逐渐增大,直至模具振幅控制在4mm以内。
2、下模左右压力不一致,起落不平稳:
每班在生产之前应对设备进行空运转检测,将上模与下模上升、下降运转数次,注意观察上、下模起落是否平稳,检查无误后方可正常生产。如发现左右起降不平稳,应立即对设备进行调整。
3、震台不平、震台胶墩高度不一致:
每班在生产之前应进行振捣器运转检测。检测方式是将托板放在震台上,将下模正常落在托板上,上模提升至上限位,启动振捣器,观察托板是否左右移动,如果移动幅度过大(俗称:跑板) ,应立即对设备进行调整。应检查是否由于第三项第1、2条因素造成的,如果是则根据相应的调整方法进行调整;当排除第三项第1、2条因素外,应调整震台胶墩的厚度,直至托板移动振幅适当为止。
4、空心砖模具吊梁折断、掉芯子:
吊梁
芯子
(1)芯子底下有沾灰的现象,使得在生产过程当中芯子底部受力作用在托板上,而模具框子悬空,使得芯子、吊梁受力过大造成段吊梁掉芯子。应该随时注意观察清理芯子底部的水泥,以防止其凝固粘结在芯子底部。
(2)下模压力低,模具振幅大于4mm。由于空心砖生产过程中布料时间过长,正常情况下达到10秒左右(半自动机型) ,在布料过程中由于时间长,没有上模下压力控制,下模油缸在高频震动的作用下容易泄压,导致下模压力下降造成模具振幅增大,此时应随时注意观察,-旦出现下模振幅增大,应立即将下模下降的操纵杆下压一下,以下模压力的稳定。
(3)由于空心砖模具下料孔比较
子、折断的搅拌齿、钢筋头等落入力下往往出现单方向作用力,造成吊梁折断或芯子掉落。入模具后,通常控制在20 30mm之间,所以直径比较大的石在压砖成型的过程中在上 及材料的震动挤压新型多功能制砖机 只需换模具就可以生产任意砖
查看全部介绍
网站地图