关键词 |
沧州激光淬火设备,激光淬火设备生产厂家,河北激光淬火设备,激光淬火设备加工 |
面向地区 |
全国 |
激光淬火是使用高功率密度的激光对金属工件表面进行加热,然后再迅速冷却的过程。也称为脉冲激光淬火,是一种新的技术。该技术是在20世纪60年代提出的,被称为“激光表面强化”。利用脉冲激光器产生的高功率密度、高亮度脉冲辐射,在金属工件表面照射激光脉冲。由于功率密度,激光脉冲能将金属表面加热到该温度(约1000度),并使其快速硬化。由于吸收了大量能量,因此金属表层很快软化。在冷却过程中,工件表面将被加热到低于淬火温度(约500-700度)。这种工艺对金属工件的淬火效果非常好。
根据激光淬火设备不同,其特征是不同的。例如,脉冲激光可以使金属工件表面加热到该温度,快速加热至淬火温度并快速冷却至低于该温度;连续激光可以连续作业。它可以对金属工件进行分段处理,并可用于多个工件。
一、激光淬火优势:
1.激光淬火设备容易操作,在金属表面进行加热和冷却,具有速度快、热影响小、变形小等特点,适用于表面热处理;
2.激光淬火可以替代传统淬火工艺,适用于多个工件的淬火;
3.可以控制表面和深度温度场的分布,对不同材料的淬火深度可以实现可调节;
4.对工件进行局部淬火时,激光束不会直接加热到工件的表面,而是通过焦点区域作用于工件的表层。这种方法能工件表面和内部的均匀淬火,防止产生马氏体、珠光体等组织;
5.激光淬火可提高材料的耐磨性、抗疲劳强度和抗蚀能力;
6.激光淬火可以使材料的力学性能达到佳状态,如弹性模量和抗拉强度。
二、激光淬火也存在一些缺陷:
1.淬火温度高,工件表面硬化温度高容易变形。
2.需要淬火介质,容易损坏工件表面的光洁度。
3.使用不方便,不连续作业。
随着智能制造业自动化的不断深入,现在融合了激光、自动化、机器视觉等多项技术,正在不断突破传统制造业的瓶颈,已广泛应用于汽车、电子半导体、材料加工、航空航天、轨道交通、家用电器等制造业。而激光表面处理技术就是其中的重要组成部分。
目前,激光表面处理技术的发展有两大趋势:
一是升级创新现有加工技术,提和效率,推动自动化向纵深发展。
二是与其他技术相结合,构建新的智能自动加工应用领域,创造更大的产业空间。
而激光表面处理技术以你想象不到的方式活跃在新领域、新行业。
激光淬火是激光表面处理的一种方式。设备表面处理的主要目的是提高工件表面的硬度、耐磨性和耐腐蚀性。激光表面强化技术的应用大大提高了模具的表面性能。对于设备的关键零件,常规的热处理方法主要是手工火焰淬火,具有很多局限性,如硬度低、易变形开裂、后续的深加工和校正等。激光淬火不仅可以解决上述问题,还可以在相同硬度下提高耐磨性和使用寿命,并且可以对难加工零件进行局部淬火。
压辊模具激光淬火技术是一种的表面处理技术,其通过高能激光束对压辊模具表面进行快速加热和冷却,实现表面硬化和强化的效果。这项技术在工业领域得到了广泛的应用,尤其在钢铁、有色金属、橡胶、塑料等行业的压延和挤出工艺中,压辊模具的寿命和性能对生产效率和产品质量有着至关重要的影响。
传统的压辊模具淬火技术通常采用油或水作为冷却介质,通过快速冷却使模具表面形成一层高硬度的淬硬层。然而,这种技术存在一些局限性,如淬硬层深度较浅、冷却不均匀、易产生裂纹等。相比之下,激光淬火技术具有许多优点,如淬硬层深度大、硬化均匀、冷却速度快、变形小等。
激光淬火的原理是利用高能激光束对压辊模具表面进行扫描,通过快速加热和冷却使表面材料发生相变,形成一层高硬度的硬化层。激光淬火的硬化层深度可以达到数毫米至数厘米,硬化层内的显微组织结构也得到了显著改善,具有更高的硬度和更好的耐磨性。同时,激光淬火还可以改善压辊模具的抗疲劳性能和耐腐蚀性能,从而提高其使用寿命。
激光淬火技术的实施需要使用高功率激光器和运动系统。激光器通常采用二氧化碳或光纤激光器,它们的输出功率可以调节,以适应不同厚度和不同材料的压辊模具。运动系统则负责控制激光束的扫描路径和速度,以确保均匀加热和冷却整个表面。在处理过程中,需要对压辊模具进行的热分析,以确定佳的工艺参数,如激光功率、扫描速度、光斑尺寸等。
激光淬火技术在工业应用中已经得到了广泛验证,其在提高压辊模具性能和寿命方面具有显著优势。与传统淬火技术相比,激光淬火技术具有更高的生产效率和更好的质量。此外,激光淬火技术还可以通过优化工艺参数来满足不同材料和不同用途的压辊模具的需求。随着技术的不断发展和成本的不断降低,激光淬火技术将在更多领域得到应用和推广。
在未来的发展中,激光淬火技术将继续受到关注和研究。人们将更加深入地研究激光与材料之间的相互作用机制,探索更加优化的工艺参数和控制方法。同时,随着新材料和新应用的不断涌现,激光淬火技术将面临更多的挑战和机遇。相信在不久的将来,这项技术将会取得更加显著的突破和创新。
激光淬火齿轮和齿圈,热注入量小,齿轮或齿圈热变形小,不降低齿轮精度,不破坏齿面表面粗糙度,激光熔覆技术可以直接修复断牙。
激光淬火修复技术工艺步骤
(1)工艺流程:将大齿轮夹紧在激光加工机床上,清除齿轮齿面的油污和锈斑;在需要激光加工的齿面和轴颈部位喷涂吸光涂料,然后用激光加工程序对齿面(齿顶、齿根等)进行淬火。).
(2)淬火工艺参数:激光淬火后的齿面硬度范围可控制在HRC35— 45之间;硬化层的深度为0.4-0.6毫米;激光功率为2.0-3.5 kw;淬火速度为10–50mm/s,根据齿轮齿面、齿根和齿顶对材料表面硬度的不同要求,采用数控系统分段分区改变工艺参数,获得相应的激光硬化层。激光淬火后,不回火,齿面表面粗糙度基本不变。
(3)激光熔覆的工艺指标:单层激光熔覆厚度可根据需要在0.2-2.5毫米之间调整。激光熔覆层的硬度可根据工件的要求在HRC 25-60之间调节。对于大型钢齿轮,可以不预热直接包覆。熔覆层均匀连续,无裂纹、气孔等冶金缺陷。
产品简介:
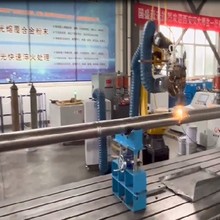
采用激光器,工业机器人及控制系统,组成多轴联动的柔性激光加工系统。根据零件的形状及工艺需求,定制机型。可对模具等复杂异形零件进行激光淬火,修复加工。
产品特点及优势:
1.激光淬火的功率密度高,冷却速度快,不需要水或油等冷却介质。
2.相对于感应淬火、火焰淬火,渗碳淬火工艺,激光淬火淬硬层均匀,硬度更高(一般比感应淬火高1-3HRC);
3.工件变形小,加热层深度和加热轨迹容易控制,易于实现自动化,不需要像感应淬火那样根据不同的零件尺寸设计相应的感应线圈,对大型零件的加工也无须受到渗碳淬火等化学热处理时炉膛尺寸的限制;
4.激光淬火工艺正逐步取代感应淬火和化学热处理等传统工艺,尤其重要的是激光淬火前后工件的变形几乎可以忽略,特别适合要求的零件表面处理。
| 主营行业:激光焊接机 |
| 公司主营:激光熔覆设备,3d打印设备,激光淬火设备,激光焊接设备 |
| 主营地区:西安 |
| 企业类型:个体经营 |
| 公司成立时间:2015-08-12 |
| 员工人数:51 - 100 人 |
| 研发部门人数:5 - 10 人 |
| 经营模式:生产型 |
| 最近年检时间:2023年 |
| 登记机关:西安市市场监督管理局 |
| 厂房面积:5000平方米 |
| 是否提供OEM:是 |
| 公司邮编:710000 |
| 公司邮箱:gsjgkj@163.com |
| 公司网站:http://www.gshenglaser.com/ |