关键词 |
欣宇超声波振动摩擦机,振动摩擦机样式优雅,北京振动摩擦机,振动摩擦机 |
面向地区 |
全国 |
品牌 |
欣宇 |
用途 |
焊接 |
电流 |
直流 |
作用对象 |
塑料 |
作用原理 |
脉冲 |
类型 |
惯性摩擦焊机 |
东莞市欣宇超声波机械有限公司为您提供大量关于欣宇超声波振动摩擦机,振动摩擦机样式优雅,等方面的信息和资料。
适用于几乎所有的热可塑性塑料焊接,往复运动方向上具有允许的无约束运动焊缝的制件,中型或大型制件。
振动焊接的材料因素与超声焊接类似:无定形材料比半结晶聚合物更适合采用振动焊接的类似。
环形振动焊接可连接焊区尺寸与焊区到旋转轴的距离近似相等的制件。
线性振动焊接用在允许一个方向上线性振动的成套制件上。
接头当被连接的整个表面是平的或稍向平面外弯曲时,对制件来说振动焊接工艺是理想的。
公司简介:
东莞市欣宇超声波机械有限公司是一家集设备技术开发、生产、销售、服务为一体的综合性企业。
主要经营:
振动摩擦焊接机、超声波焊接机、高周波熔断机、热板机、旋转熔接机、高频感应加热机、双头超声波焊接机、三头超声波焊接机、高频感应加热机、旋转熔接机、精密智能型超声波焊接机、八工位超声波焊接机、吸塑包装机、多功能塑胶热熔机、高周波同步熔断机、单头高周波熔接机、双头高周波机、双头同步熔断机、自动高周波机、超声波、摩擦模具、高周波模具等。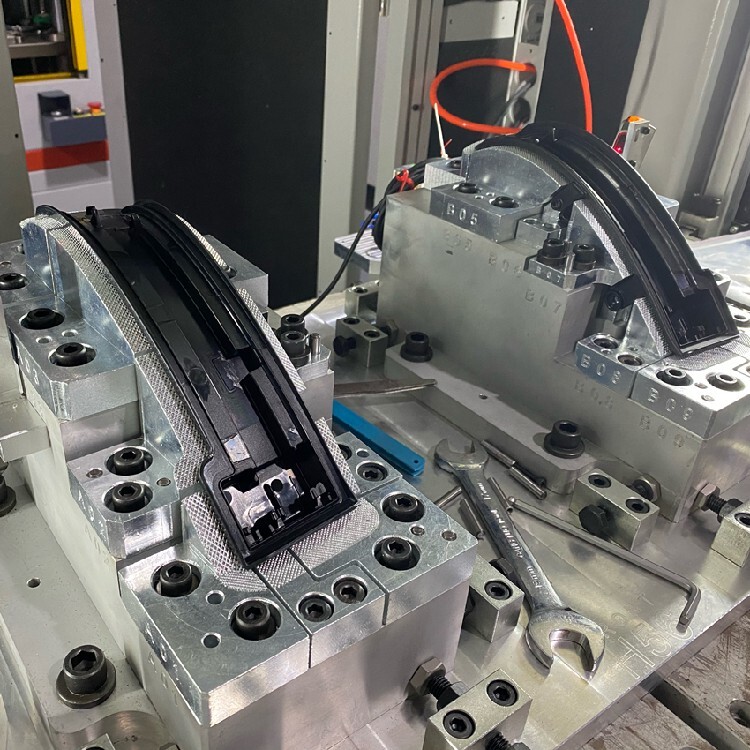 振动摩擦焊接机是通过在施加压力的状态下将线性振动能传递到热塑性塑胶产品的上下接触面,使之产生位移摩擦,所产生的摩擦热将产品完整的焊接在一起。
振动摩擦焊接机是通过在施加压力的状态下将线性振动能传递到热塑性塑胶产品的上下接触面,使之产生位移摩擦,所产生的摩擦热将产品完整的焊接在一起。
焊接过程分 4 个阶段
1 阶段
初期摩擦阶段
2 阶段
不稳定熔融阶段
3 阶段
稳定熔融阶段
4 阶段固化阶段 振动摩擦焊接机主要构成如下
振动摩擦焊接机主要构成如下
控制部
分8个阶段控制压力和振幅
由 PLC(西门子) 构成
触摸屏
显示 英文, 中文2种语言 ,所有功能都可显示在画面内
因为没有很多的开关,减少了人为故障,且使操作变简单
AMP部(振动源)
把50Hz ~ 60Hz的频率转换为 80Hz ~ 240Hz (频率分解能力: 1/10000 Hz, 显示: 1/100 Hz)
振动部
将电能转化为线性振动,由FEM分析程序设计的弹簧及低损耗电子线圈组成
是决定振动频率的主要部分
焊接完毕后,使振动部复位
加压驱动部
由台湾油研控制油压装置构成
垂直移动精密度非常好 (误差范围:± 0.05 mm)
隔音装置
封闭效果佳,噪音的隔音效果明显 初始启动步骤
初始启动步骤
连接电源,气源
打开空气阀门,此时隔音门是开着的
打开NFB开关(在侧面控制部门内)
打开主电源开关顺时针方向施转
在手动操作画面上选择打开油压系统电源
安装上下治具
在手动模式中安全打开隔音门
在手动模式中安全下降工作台面
进行自动频率谐振
设定焊接条件
在自动模式中试焊产品
找佳焊接条件
储存焊接条件
佳条件上生产成品
焊接完毕时
在手动模式中关闭隔音门
关掉住电源, 逆时针方向旋转
后续反复启动步骤
打开主电源(Key Power Switch) Step 2. 打开油压系统电源
安装治具
拨出相应焊接条件
在自动模式中焊接产品 固定螺丝破损现象
固定螺丝破损现象
不会调整频率
焊接时,频率不正常
焊接品质不好
发生噪音
治具替换后,作自动谐振
使用治具时,注意事项
治具重心安装工作台面的中心
不使用欣宇超声波制作的治具时,请先联络欣宇超声波确认设定条件 设定佳焊接条件
设定佳焊接条件
每一次只改变一种参数,这样就能判断此参数所产生的效果
检查塑件在治具中是否到位,是否有磨损或裂开等情况。每次放产品都应对准,如产品的方向没对好,焊接效果将不稳定
每次改变好是以恒定的比率改变,如 20%。如当前的焊接时间为 1.00 秒,如果焊接不完全,可将焊接时间提高到 1.20 秒。如果溢料过多,减少到 0.80 秒
塑件应采用相同的注塑模生产。每个样件都应选择佳的焊接条件以便于同一注塑模而成的其他塑件进行焊接
检查塑件,设备无法纠正无问题的塑件
设定合格的焊接质量标准,合格的标准包括焊缝、强度、水平度、气密、溢料等,根据此标准来检验产品的焊接质量

全国振动摩擦机热销信息