产品别名 |
油箱隔板,点焊自动传动工装设计 |
面向地区 |
全国 |
FT380L油箱隔板底边纵向点焊自动传动工装设计
本设计是根据河南新乡三利机械集团股份有限公司实际的生产要求完成的。该公司主要生产与重型汽车配套的油箱,而FT380L油箱就是其主要产品之一。为了减轻在汽车行驶过程中油液对油箱的冲击力,油箱中需要加装隔板,并将其用DN-80点焊机焊接在油箱内以增强油箱的总体刚度。但生产实践证明,DN-80型点焊机在对FT380L油箱隔板底边进行焊接中由于自动化程度不高,没有与油箱相配套的支撑和传递机构,而需要人工的协作,不但生产效率低下,而且焊接后的焊点往往达不到相应的要求。出现焊点强度不够或者严重偏离底板中心位置等问题,造成油箱使用寿命大大缩短,质量难以满足用户的要求,给用户和企业造成严重的经济损失。
为了提高产品的可靠性,提高生产效率,现给该型号点焊机加装与其配套的支撑定位和自动传递油箱的装置,该装置可自动完成待加工的油箱的进给,并能准确、平稳地将油箱传送到待焊接位置。该项目的顺利完成,还将的节省人力,降低生产成本,给企业带来丰厚的利润。
早在上个世纪七八十年代,与点焊机相配套的自动传送装置就已经开始在国外进行研究并很快的投入到实际生产当中。不过当时的传送装置只是针对具体的点焊机进行的改装,功能比较单一,结构也相对简单。到目前为止,这种机构已经有了非常大的发展,逐渐形成了一个体系,大多数都能根据需要实现非常复杂的传送路线,精度和自动化程度非常高了。也有按工作机的实际情况研制生产的传送机出现。国内对这种装置的改进和研制是上世纪九十年代左右。近年来,随着国内工业水平的迅速发展,企业自动化程度的不断提高,传动装置的性能和种类有了长足的发展。目前应用比较广泛的有齿轮,液力和静液压传动装置等三种主要型式,现分别对其进行分析如下。
齿轮传动装置主要应用于使用要求不高,主机成本较低的部分铲土运输机械,工程起重机械,压实机械和内燃叉车等产品的变速器,驱动桥主传动和轮边减速器,齿轮变速器按其结构形式可以分为定轴式和行星式两类。而驱动桥则可以按其功能分为刚性、转向和贯通式驱动桥。目前我国机械式齿轮传动装置技术水平较低,具有较大的发展空间。应该大力推广优化设计方法,改进齿轮,轴类,壳体等关键零件的材料与工艺,进一步提高使用寿命,减轻重量,缩小体积;采用的换挡元件和换挡方式,努力减轻司机的劳动强度,缩短动力中断时间,提高工程机械的作业效率。国内已经引进的变速器的设计和零部件,应该大力推广采用。
液力传动装置主要用于对使用和主机性能要求较高的铲土运输机械和内燃叉车等产品,其中液力变矩器和动力换挡变速器作为底盘动力传动中的无级变速元件,可以使主机具有良好的自动适应性和操作性能。目前,提高国内液力机械传动装置水平的一大关键问题是加快联合兼并的步代,引进技术,早日在我国建成具有世界技术水平的竞争能力的化,只有这样,才能实现液力机械产品的化、系列化与通用化,使该系列产品具有旺盛的生命力。
静液压传动装置主要用于液压挖掘机以及对主机性能要求较高的推土机,装载机,路面机械,压路机和内燃叉车等产品和静液压变速、转向系统和工作装置上,使主机具有良好的无级变速和操作性能[1]。
2 工作状态描述
本自动传动工装主要是采用机械传动的型式,现对本装置工作要求进行如下分析:
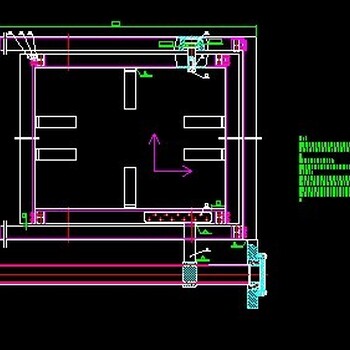
该装置主要用于将油箱纵向传送到点焊机焊头的工作位置,其工作流程如下:纵向焊接油箱隔板时,点焊机焊头位置固定,通过电机带动传动机构将油箱传送到隔板1个焊点位置后停止,点焊机工作,该焊点完成后,伺服电机将油箱传送到第二个焊点位置,点焊机继续工作,如此反复循环。当隔板1的13个焊点完成后,电机带动油箱返回至个焊点位置,点焊机焊头横向移动至第二个隔板后工作。当第二个隔板的焊点完成后,点焊头升起,越过隔板并移动至第三个隔板的焊点位置。电动机与点焊机交替工作,直至三个隔板的39个焊点完成后,电动机将油箱传送至起始位置。油箱从夹具上被放下,装上待加工油箱,按下启动按钮,电机工作。油箱焊点位置见图1。
图1 隔板点焊位置
3 传动方案拟定
机械传动装置的任务是根据机械的总体布置要求,解决原动机与工作机之间的运动联系及运动速度和运动方向变换,使它们之间的运动参数相匹配。
合理的传动方案应满足机器的工作要求,如所传递的功率及要求的转速。此外,还应机器的工作性能和可靠性,具有高的传动效率、工艺性好、结构简单、成本低廉、结构紧凑和使用维护方便等。但同时达到这些要求是不容易的。因此在设计过程中,往往需要拟定多种方案以进行技术经济分析比较。一般来说,斜齿圆柱齿轮传动的平稳性较直齿圆柱齿轮传动好,常用在高速级或要求传动平稳的闭式传动。开式齿轮传动的工作环境一般较差、润滑条件不好,磨损较严重,寿命较短,应布置在低速级。
机构的类型是拟定传动方案的重要一环,通常应考虑机器的动力、运动和其它要求,再结合各种传动机构的特点和适用范围,分析比较,合理选择。根据具体的要求,选择相应的传动机构,配置在驱动电机和工作机构之间,以实现转矩、转速的匹配。本装置中的工作机构由油箱及其夹具组成,预计总重量不会很大,故所需要的驱动力矩不会很大。要将电动机输出的回转运动转换为工作机构的往复直线运动,以终端输出形式分,通常可选取螺旋传动和齿轮齿条传动二种结构,下面分别进行分析。
3.1 螺旋传动
螺旋机构是由螺杆、螺母及机架组成,如图2所示。一般情况下,它是将螺杆的旋转运动转换为螺母沿螺杆轴向的移动,也可将螺母的移动转换为螺杆的转动。螺旋传动具有摩擦阻力小,操作轻便灵活,运动平稳,精度高等优点,并且能获得很大减速比和力的增益。但螺杆的制造周期较长,另外长度较长的螺杆本身的自重引起的挠度较大,需要增加螺杆支撑机构等,将使结构变得复杂。故当工作机构的传动平稳性要求比较高,并且行程较短或者所选用的螺杆直径较大的话,采用螺旋传动就比较合适。
图2 螺母移动的螺旋传动
1.机架;2.螺杆;3.螺母
因螺旋传动的摩擦阻力小,故可选用传动比较小的减速器,甚至可以不设减速机构而由电动机直接驱动螺杆,但是这就要选择更大驱动转矩的电动机。在实际生产中应尽量避免采用[2]。
3.2 齿轮齿条传动
因为齿轮齿条之间的间隙在装配时比较难以消除,故传动精度没有螺旋传动高。但齿轮齿条传动可以不受长度限制,齿条可以根据长度需要拼接,相对螺杆要增加支撑机构来说,在结构上可简单化。但采用齿轮齿条传动时,需要较大的驱动力矩才能驱动油箱及其夹具,这就要选择传动比较大的减速器,并且对驱动电机的选择也会产生一定的限制[3]。
由于传动部件直接影响着整体机构的稳定性和快速响应等特性,因此,应设计和选择满足传动间隙小、精度较高、低摩擦、运动平稳、响应速度快传递转矩大以及与伺服电动机等其他环节的动态性能相匹配的传动部件。本装置中,伺服电动机是通过传动机构来控制油箱夹具在焊点和焊头对应点位置的启动、停止的,因此要求传动机构既能实现运动的变换,又能实现动力的变换。由于在本装置中油箱的往返行程仅有420mm,如果采用螺旋传动可不必安装支撑机构,也不会使整体结构显得过于复杂。
综上所述,拟定选用螺杆螺母作为传动机构。由于螺旋传动的摩擦阻力小,故可选用传动比较小的减速装置,在选用减速装置时,根据所选择的电动机的输出转速、功率、扭矩,结合工作机构所需要的工作速度以及功率、扭矩等选定合适的减速装置传动比,进而选取减速装置。因为本装置的设计主要是对工业生产设备的改造,考虑到成本等因素,现直接采用普通的圆柱齿轮作为减速装置。圆柱齿轮有直齿、斜齿、锥齿等多种。锥齿轮的加工比较困难,特别是大尺寸锥齿轮。并且当锥齿轮的速度过高时,还应考虑能否达到制造精度及成本问题。而斜齿圆柱齿轮在实际生产中为普遍,且承载能力也比较强,斜齿圆柱齿轮传动的平稳性也较直齿圆柱齿轮传动好。现采用一对斜齿圆柱齿轮作为电动机与螺杆之间的减速机构。
本装置的设计以经济实用为原则,依次对驱动系统,传动机构以及工作机构进行选择分析,终确定以下传动方案。现对其结构描述如下:由伺服电动机通过传动机构将运动和动力传送至工作机构(油箱夹具),从而使油箱满足一定的运动轨迹要求。传动件采用螺杆螺母,螺母与油箱夹具固接在一起,当螺杆的旋转运动转变为螺母的直线运动后,油箱夹具随着螺母在其轨道上完成直线往复运动,完成油箱三个隔板底边的焊接。螺杆与电动机之间采用一对斜齿圆柱齿轮减速,螺杆两端拟定采用一对轴承支撑,而轴承也固接在油箱支架的轨道上。其大致结构如图3所示。
本设计是根据河南新乡三利机械集团股份有限公司实际的生产要求完成的。该自动传动装置主要应用于DN-80型点焊机对FT380L油箱的焊接,从而提高产品的性能。通过对该装置的驱动电机、传动机构以及工作机构的分析和选择,终确定了以直流伺服电动机经斜齿圆柱齿轮减速后通过螺旋传动件带动工作机构工作的方式,并以经济实用的方式满足了生产要求。
关键词:自动传动工装,直流伺服电动机,螺旋传动,工作机构
目 录
1 绪论 1
2 工作状态描述 2
3 传动方案拟定 2
3.1 螺旋传动 3
3.2 齿轮齿条传动 4
4 电动机选择 5
4.2 交流伺服电动机简析 6
4.3 直流伺服电动机选择 6
5 传动机构设计 7
5.1 减速机构设计 7
5.1.1 参数确定 7
5.1.2 齿面接触疲劳强度校核 8
5.1.3 齿根弯曲疲劳强度校核 9
5.2 螺旋传动件设计 10
5.2.1 参数确定 10
5.2.2 螺杆强度校核 11
5.2.3 螺母螺纹牙强度校核 11
5.2.4 螺杆稳定性校核 12
6 工作机构设计 14
6.1 方案确定 14
6.2 尺寸确定 16
6.3 滚轮设计 16
6.4 连接杆设计 17
6.5 联接螺栓强度校核 19
7 结束语 21
谢辞 21
参考文献 22
10号槽钢.dwg
传动装置及机构简图.dwg
定位支承板.dwg
工作机构1.dwg
工作机构2.dwg
滚轮.dwg
滚轮组件02.dwg
加强板.dwg
连接杆.dwg
连接角铁.dwg
联接螺栓受力图.dwg
零件图.dwg
螺杆.dwg
螺母螺纹圈受力图.dwg
螺母移动的螺旋传动.dwg
三个零件.dwg
小齿轮.dwg
装配图.dwg
FT380L油箱隔板底边纵向点焊自动传动工装.doc
摘要.doc
查看全部介绍
网站地图