产品别名 |
CCD视觉检测光学全检机 |
面向地区 |
全国 |
机器视觉系统是指通过机器视觉产品(CCD相机或CMOS相机、镜头)将被摄取目标转换成图像信号,传送给的图像处理系统,根据像素分布和亮度、颜色等信息,转变成数字化信号;图像系统对这些信号进行各种运算来抽取目标的特征,进而根据判断的结果来控制现场的设备动作。
在现代自动化生产过程中,人们将机器视觉系统广泛地应用于工况监视、成品检验和质量控制等领域。CCD机器视觉系统的特点是提高生产的柔性和自动化程度。在一些不适合于人工作业的危险工作坏境或者人工视觉难以满足要求的场合,常用机器视觉代替人工视觉;同时在大批量工业生产过程中,用人工视觉检查产品质量效率低且精度不高,用机器视觉检测方法可以大大提高生产效率和自动化程度。
使用CCD机器视觉系统有以下五个主要原因:
1、性
由于人眼有物理条件的限制,在性上机器有明显的优点。即使人眼依靠放大镜或显微镜来检测产品,机器任然会更加,因为它的精度能达到千分之一英寸。
重复性—机器可以以相同的办法一次一次的完成检测工作而不会感到疲倦。与此相反,人眼每次检测产品时都会有细微的不同,即使产品是完全相同的。
2、重复性
机器可以以相同的办法一次一次的完成检测工作而不会感到疲倦。与此相反,人眼每次检测产品时都会有细微的不同,即使产品是完全相同的。
3、速度
机器能够更快的检测产品。特别是当检测高速运动的物体时,比如说生产线上,机器能够提高生产效率。
4、客观性
人眼检测还有一个致命的缺陷,就是情绪带来的主观性,检测结果会随人工心情好坏产生变化,而机器没有喜怒哀乐,检测的结果自然非常客观可靠。
5、成本
由于机器比人快,一台自动检测机器能够承担好几个人的任务。而且机器不需要停顿、不会生病、能够连续工作,所以能够提高生产效率。
CCD机器视觉系统就是利用机器代替人眼来作出各种测量和判断。它是计算机学科的一个重要分支,它综合了光学、机械、电子、计算机软硬件等方面的技术,涉及到计算机、图像处理、模式识别、人工智能、信号处理、光机电一体化等多个领域。图像处理和模式识别等技术的快速发展,也大大地推动了机器视觉的发展。
1.jpg
CCD机器视觉系统性能优势如下:
1、非接触测量,对于观测者与被观测者都不会产生任何损伤,从而提高系统的可靠性。
2、具有较宽的光谱响应范围,例如使用人眼看不见的红外测量,扩展了人眼的视觉范围。
3、能够长时间稳定工作,人类难以长时间对同一对象进行观察,而机器视觉则可以长时间地作测量、分析和识别任务。
CCD机器视觉系统功能特点:
1、具备视觉定位功能,能够自动判断物体的位置,并将位置信息通过一定的通讯协议输出。此功能多用于全自动装配和生产,譬如自动组装、自动焊接、自动包装、自动灌装、自动喷涂,多配合自动执行机构(机械手、焊枪、喷嘴等)。
2、视觉测量功能,能够自动测量产品的外观尺寸,比如外形轮廓、孔径、高度、面积等尺寸的测量。
3、视觉缺陷检测功能,这是机器视觉系统用的多的一种功能,它可以检测产品表面的一些信息。譬如:包装正误,有没有包装正确、印刷有无错误、表面有无刮伤或颗粒、破损、有没有油污灰尘、塑料件有没有穿孔、有没有注塑不良等;基本上,产品的品质需要用人眼来判断的,都可以尝试用视觉技术来替代,获得更有的产品性能。
载带高速冲压检测可以分为半自动和全自动两大类
载带高速冲压检测可以分为半自动和全自动两大类,随着电子产品的不断升级细化与高度集成,电子元件也从过去的插件式转化成贴片式来节省电路板的安装空间,扩展产品的功能。是电子行业的一次大型革命。
1载带高速冲压检测工作原理
载带高速冲压检测工作原理:编带包装机电和气接好后,如果是热封装的话,让刀升到合适的温度,调节好载带和气源气压。用人工或自动上上料设备把SMD元件放入载带中,马达转动把盖带 成型载带载带拉到封装位置,这个位置盖带在上,载带在下,经过升温的两个刀片压在盖带和栽带上,使盖带把载带上面的SMD元件口封住,这样就达到了SMD元件封装的目的。然后收料盘把封装过的载带卷好。有的载带高速冲压检测机不是热封装,是用冷封。所胃冷封,就是不用加热就可以使盖带和载带粘在一块,这时候用的盖带要有粘性。封装前,载带一般要经过两个SENSOR,一个是计数用的,一个是用来做料控的。料控是要检测载带里面有没有漏放元件。如果检测到有漏放,那么载带高速冲压检测机的马达立刻停下不转,同时刀头也要生到上面的位置。计数SENSOR一般是用光纤,也用而且要求反应速度要快,这样才不会漏计数。计数SENSOR可以数载带的边孔,也可以数成型凹槽。数边孔的话要折算回来才能是正确的SMD个数。
2载带高速冲压检测性能
载带高速冲压检测性能载带载带高速冲压检测边带速度快。具有测试功能,配置相应的测试仪,载带高速冲压检测能对芯片的容量值、阻值进行快速测试,并对其良品、不良品作出分选;该载带检测机采用PLC作为核心控制;显示屏设计特,液晶显示下单,模拟显示各控制点状态,能方便地设定与修改各种参数值,监控各种工作状态及其编带速度,载带检测机工作稳定,性能可靠。
3载带高速冲压检测特点
● 适用产品范围广,规格变换容易。
● 凸轮、分割器传动系统稳定可靠。
● 故障检测设计完善,警报一目了然。
● 变频器无段变速,跟踪供料状况自 动增减速度 。
● PLC电控系统,准确稳定,故障率低。
● 编带高度可调,灵活方便。
● 收料方式选配,垂直收料与水平收料。
● 空料检测和零件计数
● 选购配备,提供完整解决方案。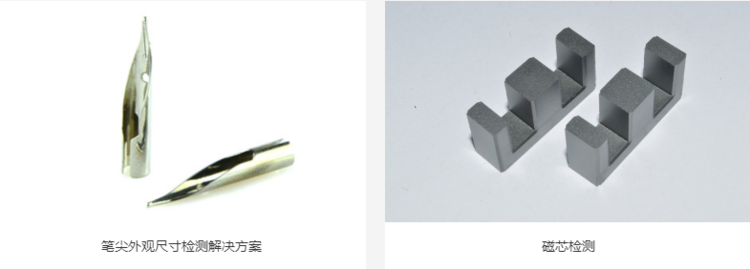
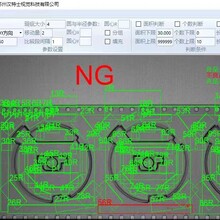
CCD视觉检测中图像分割的原理与方法
由于对图像处理要求的不同,CCD视觉检测图像处理方法多种多样,主要有图像变换、图像增强、图像锐化、图像分割与特征提取等多种方法。CCD视觉检测图像分割是图像处理技术的基本方法之一,可应用于诸如染色体分类、景物理解系统、机器视觉等方面。CCD视觉检测图像分割是图像识别和计算机视觉至关重要的预处理,没有正确的分割就不可能有正确的识别。今天,CCD视觉检测为您简析图像分割的基本原理和处理方法。
图像处理软件平台
CCD视觉检测分割是将图像分成若干部分,每一部分对应于某一物体表面。在进行分割时,每一部分的灰度或纹理符合某一种均匀测度度量,其本质是将像素进行分类,分类的依据是像素的灰度值、颜色、频谱特性、空间特性或纹理特性等。
通常CCD视觉检测按两种原则进行图像分割:一是基于点相关的分割技术,即依据各个像素点的灰度不连续性进行分割;二是基于区域相关的分割技术,即依据同一区域内具有相似的区域或组织特征寻求不同区域之边界。依据这两条原则,CCD视觉检测分割方法分为基于直方图、基于边缘、基于区域和边缘分割等方法。
CCD视觉检测分割主要有两种方法:一是鉴于度量空间的灰度阈值分割法。CCD视觉检测是根据图像灰度直方图来决定图像空间域像素聚类,但CCD视觉检测只利用了图像灰度特征,并没有利用图像中的其它有用信息,使得分割结果对噪声十分敏感。二是空间域区域增长分割方法。它是对在某种意义上如灰度级、组织、梯度等具有相似性质的像素连通集构成分割区域。该方法有很好的分割 效果,但缺点是运算复杂,处理速度慢。其它的方法还有如边缘追踪法、锥体图像数据结构法、标记松弛迭代法、基于知识的分割方法等等。
图像分割
图像分割+阈值法
一般简单图像的分割,用灰度阈值分割法就足够了。灰度阈值分割法是一种基本区域的技术,这种方法是把每一个像素的灰度值与一个阈值进行比较,根据CCD视觉检测是否超过该阈值而将该像素归于两类中的一类,其关键在于阈值的计算与选取。目前大部分CCD视觉检测系统都采用LED做为外部光源,实际上当外部光源照明不均匀、有突变噪音或者背景灰度变化比较大时,整幅图像分割将没有适合的单一阈值,因为单一的阈值不能兼顾图像各个像素的实际情况。这时可对图像按照坐标分块,对每一个块分别选取一个阈值进行分割,这种与坐标相关的阈值称为动态阈值法。这类算法的时间复杂度和空间复杂度比较大,但是抗噪音能力较强,对采用全局阈值不容易分割的图像有比较好的效果。动态阈值的选取比较简单的法则是,对每个像素确定以它为中心的一个邻域窗口,计算窗口内像素的大值和小值,然后取它们的均值作为阈值。
CCD视觉检测机器视觉行业十余年,对于图像处理技术有着丰富的经验,我们研发产品的二维、三维测量(CCD视觉检测/定位,连接器/接插件检测,高速冲压检测);产品颜色、外观的检测与识别(表面缺陷检测,颜色识别,线材/线束安装次序检测,字符条码二维码检测); 软件配合自动化设备的机器视觉(载带高速冲压检测,全自动视觉检测包装机,光学选钉机); 研发、设计、制造非标自动化机器;条码识别、字符识别、缺陷检测、焊点检测、可实现您几乎所有的图像处理需求,欢迎前来咨询选购。
如何拯救连接器
幸运的是,连接器制造商已有能力应对生产连接器的挑战,这些连接器不仅需要更小、更轻、易于安装且不宜发生人为错误,而且还具有高抗PIM性能。总的来说有 3种在RF连接器市场占据一席之地的新型连接器,其中两种的应用场合相同,另一种用于满足背板中较小且连接器的需求。
迷你DIN连接器:此新型连接器设计用于无线结构应用,采用了与7-16 DIN型连接器类似的机械设计,但具有优于N型连接器的性能。已有多家制造商为其提供了适配器,用作4.1-9.5迷你DIN连接器与7-16 DIN连接器的中间转换步骤,便于电缆、天线或测试设备与此新接口相连。
迷你DIN连接器直径为9.5 mm,具有引脚数为3至9的多种型号。每种型号采用的配接方式是:一种型号的插头不能与其他型号的任何插座配接。这7款迷你DIN连接器彼此互不相同,即 在引脚分配、方键尺寸和位置或圆形屏蔽金属裙边缺口和金属配件方面均无相似之处,因此都是正式版。
连接器:此类型连接器由Rosenberger、Huber &Suhner、Spinner以及 Telegartner所创建,是4.1-9.5迷你DIN连接器的竞争产品。4.3-10连接器具有出色的电气性能和极低的PIM,而与所施加的扭矩无 关。该连接器的电气平面与机械平面是立的,从而允许施加较小的耦合扭矩。采用了螺口式、手动螺旋以及快速锁定耦合机制,相较于7/16 DIN连接器尺寸缩小了40%,重量减轻了60%,而且4.3-10插座可与所有类型的插头进行插配。在2 GHz频率下具有高达500W CW的处理能力。
连接器:DIN 1.0/2.3 RF连接器具有50Ω和75Ω的阻抗,采用推挽式锁扣和释放功能,设计用于空间有限的应用中。有些50Ω型连接器可工作在高至10 GHz的频率下。采用Molex连接器的模块化背板系统简化了板到板应用中RF信号的路由操作。模块化背板采用可容纳2至10个端口的支撑架外壳,使得视 频、商业广播和电信行业的电路板开发人员能够在配接板间传送多个RF信号,并具有1 mm的轴向定位容差。
N 型、7/16 DIN以及4.1-9.5新型连接器的机械和电气差异有些微妙。例如,4.1-9.5连接器并不比N型连接器小,而7/16 DIN连接器甚至还更大。N型连接器在需要较少扭矩方面明显优于其他连接器。所有这3种连接器在2 GHz时具有的处理能力远商业无线(不含防御)应用的要求。
所有这些连接器(甚至包括7/16 DIN)的工作频率或远任何当前或新兴无线频段,并具有的回损(VSWR)-- 几乎是搭配。7/16 DIN连接器具有出色的抗PIM能力,与4.1-9.5不分上下,但优于N型连接器。新型4.1-9.5连接器的重要性在于其足够强大,需要的扭矩低于 7/16 DIN,但却拥有相同的抗PIM能力,同时具有与N型连接器一样小的凸缘,因此需要的扭矩介于其他两者之间,且不会在受到冲击和震动(产生PIM的主要来源)时松脱。
连接器的广泛应用
连接器检测的范围
连接器虽然是说用来连接的,起到的仅仅只是一个连接的作用,但是我们却还是不能够忽略它的作用,而又在知道的它的生产设计是讲求许多的原则的时候,我们就有必要对已经生产出来的连接器进行一定的检测,也是就我们所说的连接器的安全检测。其中他的范围应该有:
1、承受的电压的检测,电压有恒定电压,也有正常的工作环境电压,所以你需要根据你的连接器的用途来确定它的电压,如果忽略这么一点的话,那么你的连接器就会很不实用,给你带来很多的不便。
2、电阻的检测,电阻是连接器在使用过程中要考虑到的一个问题,因为电阻对连接器的使用效果起着关键的决定性作用,如果没有很好地把握,那么你的连接器的使用时间就会大大的缩短。
3、绝缘效果的检测,导电存在的安全问题绝度是的,如果说你的器材没有很好地绝缘性能,通常是不会建议你是用的,如果你真的需要一个连接器,你就需要慎重的考虑。所有的指标在合乎规范了的时候,我们可以看的得到的才是一个比较正常的连接器,这样一来我们使用起来就不会存在着很多的问题,也不会干扰我们的工作,并且相信在这些检测指标都达标时,我们的整个工作就会很顺利的进行。
连接器设计需要遵循的原则
很多的事物在设计的时候需要遵循自己的设计原则,只有在满足了基本的设计原则时,你的连接器才是合乎规范,可以投入生产应用的,所以作为一个连接器设计者需要严格的遵守以下的规则。
安全性,连接器的使用大多是在电源与电源之间,这时候你需要考虑各种潜在的问题,包括他的电阻,承受的电压的能力,以及绝缘程度,因为这些都可能是关系到安全的问题,如果这些没有达标,很可能会存在着各种安全隐患。
实用性,对于一个器材,如果他没有足够的利用价值,那么他也就没有存在的必要性了,因此对于这一点,设计者是需要下一番功夫的,要让自己的连接器有足够的利用价值。
经济型,高成本的产品,对应的就自然会是格,一个很普通的连接器,而人们确实是又需要用到它,但是你的价格高昂就会影响人们的购买,而到后设计者的工作也是不存在任何的意义的,因为他并没有创造出任何的价值。
综合了以上的结果我们知道了其实连接器的设计也是需要遵循相应的原则的,相应的原则,让相应的产品有一个合格的统一的标准,这样一来,大家生产起来也不会那么的麻烦了,而你的工作也会得到相应的劳动体现了。
连接器结构变化的因素
可能在你所认识的是物里,很多的东西是有自己的固定的形态在其中的,就像是筷子他一定会是长的,而碗也一定会是窝型的一样。也许他们的形状可以不规则,但是他们却不会像天空的月亮,时有阴晴圆缺,时而富于变化的,这不仅是你的知识认识领域告诉你的,同时也是你的意识让你已经有这样的思维,然后然你去这样的定义的。
但是这些只是你的认识,其实你不知道的还是有很多的奥秘在里面的,就像是你说的你以为水是可以从天上来,但是他却可以以不同的形态出现,例如他可以是冰雹,他可以是雪花,更或者他就只是雨。而像这样情况并不少见。
就像是连接器,你以为他只是起到一个连接的作用,所以你不会觉得它也是赋予多变的,但是却还有你不曾想的事,就是其实他是可以不同的形态呈现出来,然后发挥自己的作用的。
它的结构不是单一的,而是赋予各种变化的大有千变万化之势,也许你会很好奇,它的这些变化又是怎么来的呢?其实很简单,它的变化是会随着应用的对象,频率,功率以及应用的环境而发生变化的,因而他的结构也是不可小觑的。
惯性的思维,总是让我们在认识上存有很多的偏差,于是就需要我们善于观察,做一个有心人,多多的积累,发现问题,然后你才会发现其实生活中还是有很多的事物很有趣的,因为他可以超出你的固有思维而存在。
连接器的广泛应用领域
连接器的广泛应用差不多是已经广泛到人们不再数得清了,也许他看起来是那么多的小,那么的微不足道,但其实它的功能却是十分之强大的,他通过自己的连接作用,将需要连接的两个物件进行很好地连接,然后发挥它的作用。这些我想是大家都知道的。
虽然大家都知道的是这些基本的知识,那么对于连接器的在飞行航空领域的应用又是否很是了解呢?其实这么说来,航空连接器的作用也是强大的。在航空领域里,连接器大致是有航空和航天的应用,另外在其他的特殊的场合,例如里它的应用也是很大的。
在一些不起眼的地方,连接器却发挥着自己并不是很不起眼的作用,正是在这么一种功能与应用中,连接器的使用价值才会发挥得更加的全面。
所有的是关于连接器的广泛应用的解说,当然在这么多的领域里,我们却并不曾有真正的使用过这么一种仪器,但是在生活中它的使用却也是不少见的,例如车内的电池和车之间的连接就是靠连接器实现的。所以在后想说的是我们也许可以忽视这么一种连接器,却还是在终不能忽视它的作用的。
连接器检测技术的特点
连接器检测是一项综合技术,包括图像处理、机械工程技术、控制、电光源照明、光学成像、传感器、模拟与数字视频技术、计算机软硬件技术(图像增强和分析算法、图像卡、 I/O卡等)。一个典型的连接器检测应用系统包括图像捕捉、光源系统、图像数字化模块、数字图像处理模块、智能判断决策模块和机械控制执行模块。
连接器检测技术由于其的特点,顺应了现代制造业发展的要求,已经在世界范围内得到了广泛的应用。但是连接器检测检测技术尚未形成完整的理论体系。在技术上,很多方面还不能达到实际应用的水平。在功能上,与人的视觉系统相比还处于低水平阶段。
目前工业中应用的连接器检测检测绝大部分执行的是二维检测任务,三维连接器检测检测仍处于理论研究和试验阶段。除此之外,连接器检测检测的精度、智能化和检测速度还有待提高。
连接器检测检测的发展趋势主要体现在以下几个方面:
一、实现在线实时检测;
二、实现智能化检测;
三、实现检测;
四、计算机视觉柔性检测技术;
五、研究开发彩色图像、灰度图像和多谱图像的处理算法,拓展视觉检测的应用。
连接器检测是一门涉及人工智能、神经生物学、心理物理学、计算机科学、图像处理、模式识别等诸多领域的交叉学科,主要利用计算机来模拟人或再现与人类视觉有关的某些智能行为,从客观事物的图像中提取信息进行处理,并加以理解,终用于实际检测和控制。主要应用于如工业检测、工业探伤、精密测控、自动生产线、邮政自动化、粮食选优、显微医学操作以及各种危险场合工作的机器人等。
连接器检测系统的应用,大大提高了装备的智能化、自动化水平、使用效率和可靠性等性能。随着新的技术、新的理论在连接器检测系统中的应用,连接器检测将在国民经济的各个领域发挥更大的作用。
连接器检测检测技术,对产品整体进行自动检测,对于控制产品品质保障产品质量有着非常重要的作用,可以防止不合格产品的外流,从而提高企业的核心竞争力。企业获得的不仅仅是社会效益,其连接器检测检测设备已经为企业带来了实质性的经济效益,在各大行业中都得到广泛应用,其也迎来全新的快速发展阶段。
CCD的五大难点
:打光的稳定性
工业视觉应用一般分成四大类:定位、测量、检测和识别,其中测量对光照的稳定性要求高。
第三:标定
一般在测量时需要做以下几个标定,一光学畸变标定(如果您不是用的软件镜头,一般都标定),二投影畸变的标定,也就是因为您安装位置误差代表的图像畸变校正,三物像空间的标定,也就是具体算出每个像素对应物空间的尺寸。
第四:物体的运动速度
如果被测量的物体不是静止的,而是在运动状态,那么一定要考虑运动模糊对图像精度(模糊像素=物体运动速
度*相机曝光时间),这也不是软件能够解决的。
第五:软件的测量精度
在测量应用中软件的精度只能按照1/2—1/4个像素考虑,好按照1/2,而不能向定位应用一样达到1/10-1/30个像素精度,因为测量应用中软件能够从图像上提取的特征点非常少。