关键词 |
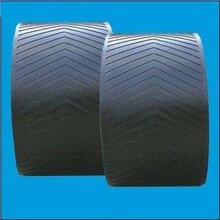
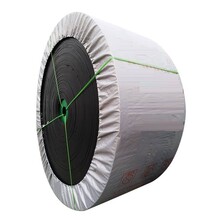
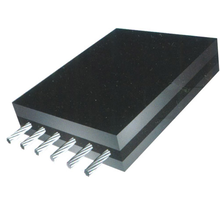
ST1600钢丝绳输送带 |
面向地区 |
全国 |
ST1600钢丝绳输送带的缠绕式矿井提升机和矿用提升绞车第 13.2.1条主轴装置就位时,其位置应符合下列要求 ;
ST1600钢丝绳输送带的标准符合第 13.2.5条装上卷筒的主轴,安装水平偏差不应大于0.1/1000,且联轴器端宜偏低。
第 13.2.3条轴承座的安装水平偏差沿主轴方向不应大于0.1/1000;垂直于主轴方向不应大于0.15/1000;轴承座与轴承梁应紧密接触
ST1600钢丝绳输送带的接地线置于被焊接的卷筒上第 13.2.9条主轴装置组装和主轴调子合格后,方可对轴承梁进行灌浆。
ST1600钢丝绳输送带的固定卷筒与其两个支轮的连接摩擦面,制动盘与卷筒的结合面均应清洗洁净;当结合面涂有富锌漆增摩剂
ST1600钢丝绳输送带的卷筒与轮毂的螺栓连接处应接触紧密、均匀,不应有间隙其余结合面的间隙不应大于0.5mm ;
ST1600钢丝绳输送带的卷筒对接处的间隙不应大于 2mm,运输皮带时,皮带机的螺栓应均匀拧紧,防止皮带跑偏 ;
ST1600钢丝绳输送带的制作工艺应该满足第 13 .2 .8$组装输送机的要求,应符合输送带的国家要求 ;
ST1600钢丝绳输送带的内部应检查或清洗,并不应有任何污物;切削绳槽时,输送带不宜产生锥度和凹凸不平
全国ST1600钢丝绳输送带热销信息
站内来访