





关键词 |
钢丝绳芯输送带接头胶料 |
面向地区 |
全国 |
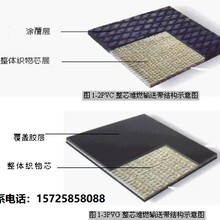
钢丝绳芯输送带接头胶料薄芯胶片的使用
有的橡胶厂说明书上有钢丝绳上包芯胶薄胶片的工艺过程。如,中南橡胶厂。使用方法:将刷好胶浆的钢丝绳包复一层芯胶胶片,此胶片为特制,其厚度为1.0-1.5mm。对钢丝绳间距较小的钢丝绳,为防止搭接时造成困难,可以只包一个上的钢丝绳。包好胶片后,即可将两个头的钢丝绳按规定的形式尺寸排列好,然后在其上下两面各贴一层芯胶片。其目的在于钢丝绳的平均有效间距,同时固定钢丝绳排列均匀一致,提高硫化接头强度,建议大家采用。
钢丝绳芯输送带接头胶料的鉴别
准确的鉴定需要通过仪器对其物理、化学特性进行分析,由于现场不具备条件,可按经验鉴别法:(1)合格的胶片是深黑或灰黑,手感细腻、柔软,若用120#溶剂汽油擦拭表面,表层迅速溶解,用白布擦拭,白布变黑,用手抚摸有粘手感;(2)变质的胶片呈银灰色,层面有霜状物质渗出,手感硬、滑有弹性。用120#溶剂汽油擦洗表面,胶片表层不溶解,用手抚摸无粘手感;(3)合格的胶浆是芯胶片在120#溶剂汽油中的粥状溶液,溶解均匀,有较好的粘性;失效变质的胶浆往往凝固成膏脂状,用手指捏脆而不粘。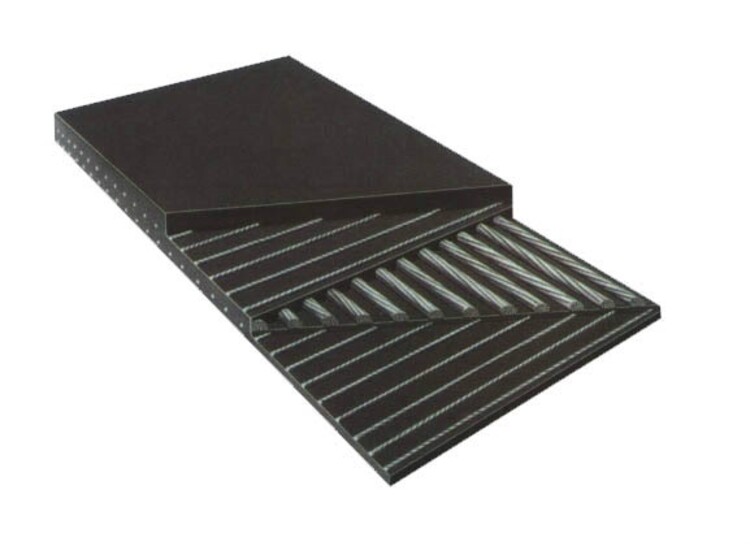
钢丝绳接头胶料硫化器应具有的技术特征
1.钢丝绳接头胶料安装、拆卸方便、重量轻、主要部件为铝合金;
2.钢丝绳接头胶料部件有够的强度和刚度,变形量小;
3.钢丝绳接头胶料热板工作面平整光洁;
4.钢丝绳接头胶料施加工作压力后缝隙小于0.5mm;
5.钢丝绳接头胶料升温快,从环境温度升至标准硫化温度的时间应在30-50分钟之间;
6.钢丝绳接头胶料上、下热板温升均匀一致,工作面各点温差在±2.5℃以内;
7.钢丝绳接头胶料热板单位压力可加至2.8MPa以上;
8钢丝绳接头胶料.热板长度、宽度与被硫化皮带的尺寸关系为:长度比接头长度长300mm以上,宽度比接头宽150mm以上。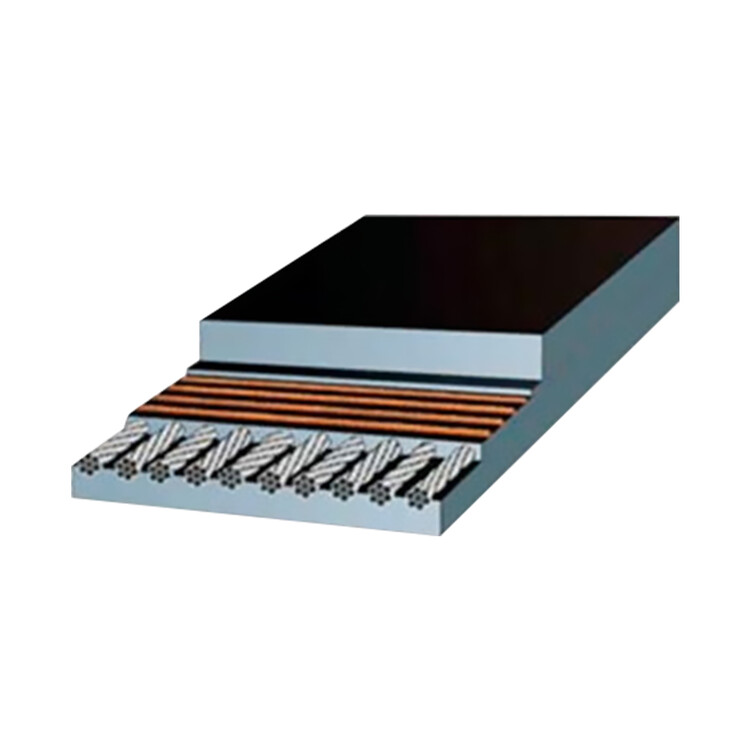
钢丝绳芯输送带接头胶料
(一)钢丝绳芯输送带接头胶料硫化时升温要连续,整个升温时间应不超过50分钟。
(二)钢丝绳芯输送带接头胶料硫化过程中由于胶质软化后胶料凸凹互补以及加压渗水等原因,压力会不断下降。因此,不断补充压力以保持压力恒定。
(三)钢丝绳芯输送带接头胶料硫化后冷却过程采用自然冷却,严禁采用往硫化器上浇水强制冷却的办法。
钢丝绳芯输送带接头胶料胶料应在使用前到厂家购置新配置生产的。若存放期不超过三个月,且存放得当(温度在25°以下,避免阳光直射,远离热源,无油脂类物质污染),外观无异常变化,可直接使用。若存放期超过三个月,使用前必需进行鉴定(胶料的鉴别见附2),确认未失效后方可使用。
钢丝绳芯接头胶料优点:
1、保鲜效果好,保质期内,接头胶料无任何喷霜,自粘性始终如一,质量持久稳定,接头胶料的表观与操作性能都一直处在优状态。
2、耐疲劳性能,与国内外同级别的接头胶料相比,钢丝绳芯接头胶料接头胶料静态粘合强度均提高20%以上,而动态疲劳性能更远远国家标准一倍以上。

全国钢丝绳芯输送带接头胶料热销信息
站内来访