






关键词 |
动力单元铝合金阀块 |
面向地区 |
全国 |
材质 |
铝合金 |
适用机械 |
工程机械 |
是否标准件 |
标准件 |
加工定制 |
是 |
工作温度 |
0-60℃ |
耐压 |
20MPa |
液压阀块按照机构和用途划分,液压阀块有条形块,盖板、夹板、阀安装底板、泵阀块、逻辑阀块、叠加阀块、阀块等多种形式。实际系统中的液压阀块是由阀块体以及其上安装的各种液压阀、管接头、附件等元件组成。
阀块就是一个小型的回路,把各种用得到的阀,通过阀块上油孔到一起,比如我们现在用的一个平衡阀块,里面了平衡阀,减压阀,安全阀,单向阀,换向阀,梭阀。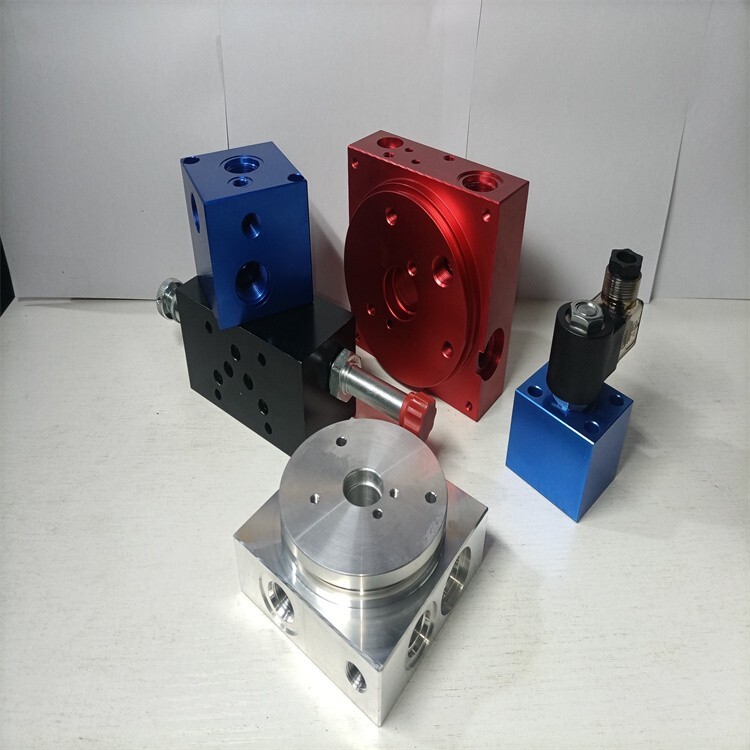
液压阀块(油路板、集成块)的结构和设计:
液压阀块油路块的结构:
1、油路块是一块较厚的液压元件安装板,用螺钉将板式液压元件安装在油路板的正面或者各个侧面(保持底面或某一个面为安装固定面),在正面对应的孔与液压阀的各孔相通,各孔间按照液压系统原理图的通路要求,在油路板内部钻纵、横孔道,在孔口开有螺纹,安装管接头用以接管;
2、为避免孔道过长、过多而不便于加工,在一块油路板上安装元件的数量一般不超过10~12个。油路板边长不宜大于400mm;
3、油路板内部孔道数量较多且又互相交叉时,为了便于设计和制造,减少工艺孔,可将油路板的厚度分为三层,层为泄露油和控制油孔的通道(L层),其孔径较小;第二层为压力油孔通道(P层);第三层为回油孔通道(O层);
4、如果元件数量并不多,尽可能将压力油孔通道和回油孔通道布置在同一层内,以减小油路板的厚度。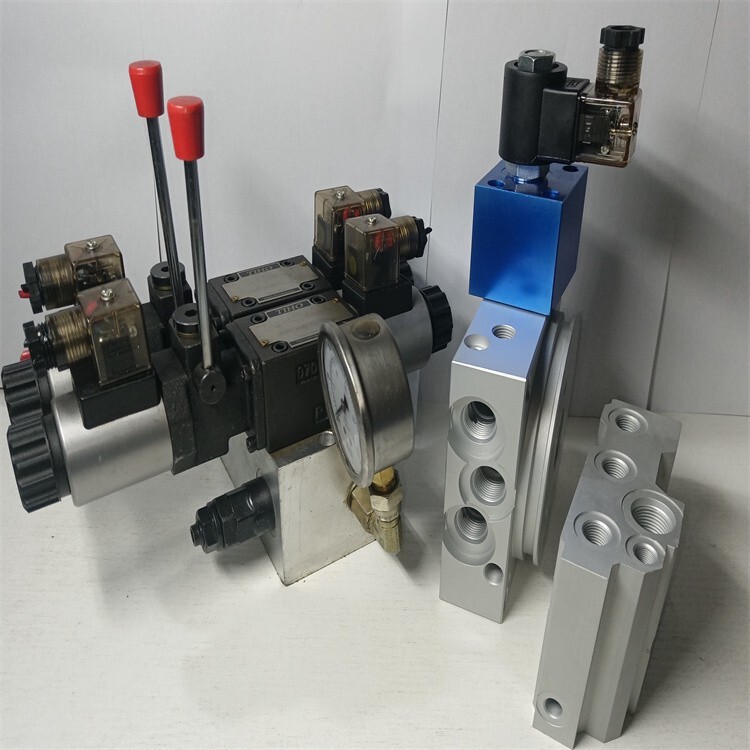
液压阀块油路板的设计:
1、确定油路板的数量:对于较简单的液压系统,当液压元件数量不超过10~12个时候,整个液压系统只需集中在一个油路板上(视现场情况需要而定);若元件数量较多,则需要进行分解;
2、根据液压系统原理图,进行三维建模设计:为在油路板上布置元件方便起见,先根据选型的液压元件的外形轮廓尺寸(含油口尺寸、安装尺寸),建立三维实体模型,然后在三维空间中,确定各元件底面上油口位置、尺寸及在空间相互连通关系,进而确定油路块实体模型。建立三维实体模型后,再分别建立其二维视图;
3、元件位置的布置:
一般应使方向阀阀芯置于水平方向。如果将电磁阀垂直方向放置,由于阀芯自重可能影响造成动作失灵。
元件之间距离一般取5~10mm。电磁换向阀的电磁铁外壳可以伸出油路板外面,并尽量伸出于阀板的同一侧。注意留出扳手空间;
尽可能将与主压力油路相通的各元件油口沿坐标轴排列在一条直线上,以便于用一个横向孔(工艺孔)将其连接起来,再与液压泵压力油管接口连接,以减少钻孔(工艺孔)的数量;
压力表开口布置在油路板的上方,如果放在中间,则应留出安装压力表的位置;
4、油孔的直径与位置:
元件布置好后则油路板正面孔的数量随之确定,它的孔数等于各元件孔数之和。油路板正面孔的孔径应等于元件油口孔径,连接阀的螺钉孔直径应为螺孔内径,螺钉孔深部一般为12mm内;
油路板内的孔,孔通道和孔通道之间的壁厚不小于5mm;
工艺孔端口用螺塞(堵头)堵住;
接管接头的孔口,都要根据管接头螺纹底径尺寸钻浅孔并攻丝;
5、绘制油路板零件图:
油路板正视图:以油路板两条边为坐标轴,根据已排好的元件布置图,定出每个元件基准线坐标。基准线是元件产品样本上标注安装尺寸的基准。然后,按比例画出油路板各面所有的油孔和安装螺孔,并以基准线为坐标尺寸。如果正面孔数量多,而且孔径、孔深不一,可将各孔编号列成表格来表示;
剖面图:为了表达横孔的通路,还需要画出各层孔的剖面图。剖面图应标注每个横孔的孔径和孔深,并按坐标每个横孔的位置以及端部螺塞螺孔的尺寸;
后视图和侧视图:标注每个油口的管接头螺孔尺寸与连接部位,以便接管。侧视图中若有工艺孔,标注出螺塞孔的位置与数量。
液压阀块的设计和加工:设计阀块时大致分为以下几步:选材、加工与热处理、去毛刺与清洗、表面防锈处理、试验。
1、选材:不同的材料决定了不同的压力等级,根据使用压力进行合理选材,一般来说遵循以下原则:
工作压力P<6.3MPa时,液压阀块可以采用铸铁HT20一40。采用铸铁件可以进行大批量铸造,减少工时,提率,特别适用于标准化阀块。
3MPa≤P<21MPa时,液压阀块可以选用铝合金锻件、20号锻钢或者Q235;低碳钢焊接性能好,特别适合与非标的硬管(使用中很多阀块需要和硬管进行焊接)进行焊接。
P≥21MPa时,液压阀块可以选用35号锻钢。锻打后直接机加工或者机加工后调质处理HB200-240(一般高压的阀块,往往探伤、机加工与热处理循环进行)。
2、阀块的设计与加工:设计阀块时阀块初的厚度定为大通径的5倍,然后根据具体设计逐步才缩小;设计通道时应合理布置孔道,尽量减少深孔、斜孔和工艺孔,先安排大流量通道,后是先导油通道,各孔道之间的安全壁厚不得小于3~5mm,还应考虑钻头在允许范围内的偏斜,适当加大相邻孔道的间距;通道内液压油流速不能12m/s,回油通道要比是进油通道大20-40%;阀块进油口,工作口,控制口要加工测压口;各阀口要刻印标号;对于质量较大的阀块有起吊螺钉口,
阀块设计完成后进行加工,其加工工艺大致如下:
加工前处理。加工阀块的材料需要内部组织致密,不得有夹层、沙眼等缺陷,加工前应对毛坯探伤。铸铁块和较大的钢材块在加工前应进行时效处理和预处理。
下料。一般每边至少留2mm以上加工余量。
铣外形。铣削阀块6面,每边留0.2-0.4mm粗磨量。
粗磨。粗磨阀块6面,每边留0.05~0.08mm精磨量,每对对应面平行度小于0.03mm,两相邻面垂直度小于0.05mm。
划线。有条件的可在数控钻床上直接用中心钻完成。
钻孔。各孔表面精糙度为Ra12.5。
精磨。磨削阀块6面,各表面磨至粗糙度Ra0.4um。阀块加工时严格控制形位公差以满足使用要求,形位公差值参考如下:
阀块6个面相互之间的垂直度公差为0.05mm;相对面的平行度公差为O.03mm;
各面的平面度公差为O.02mm;螺纹与其贴合面之间垂直度公差0.05mm;所有孔与所在端面垂直度的允差为如0.05mm;
3、去毛刺与清洗:为了液压系统的清洁度,阀块进行去毛刺。目前很多厂家仍然采用毛刷进行人工去毛刺,也有采用甲烷爆破法去毛刺的。阀块去毛刺完成后需通过内窥镜检验,以确保毛刺清理完毕。后对阀块进行清洗。清除附着在阀块表面的各种颗粒污染物、腐蚀物、油脂等。
4、表面防锈处理:为了确保阀块在使用中不会过早的生锈,进行防锈处理。阀块的内部油道可采用酸洗磷化,外表面防锈处理工艺主要有发蓝、镀镉、镀锌、镀镍等表面处理。
5、保压试验:根据设计要求对阀块进行保压试验。不同的系统工作压力,其阀块的安全系数不相同:
工作压力小于16MPa,试验压力为1.5倍;
工作压力小于25MPa,试验压力为1.25倍;
工作压力小于31MPa,试验压力为1.15倍;
试验保压时间为5~10min,各密封面、各接头处不得有泄漏现象。
液压阀块制作:
1、液压阀块上安装阀、法兰的表面粗糙度应达到Ra0.4,末端管接头的密封面的表面粗糙度应达到Ra3.2。另外,安装管接头的螺孔与其外贴合面之间的垂直度允差至少应为8级;
2、阀块上所有螺孔应有加工精度要求,一般选7H,螺纹式插装阀的安装孔的加工精度应附合产品样本的要求,插装阀安装孔的粗糙度为Ra0.8,此外,还要有尺寸公差和形位公差要求。0型圈沟槽的表面粗糙度为Ra3.2,一般流道的表面粗糙度为Ra12.5;
3、高压阀块好采用35锻钢,一般的阀块采用A3钢或球墨铸铁,在用气割从板材上裁制阀块材料时,应留有足够的加工余量,好将阀块的毛坯进行锻造后再加工。加工阀块的材料须要内部组织致密,不得有夹层、沙眼等缺陷,必要时应对毛坯探伤。铸铁块和较大的钢材块在加工前应进行时效处理和预处理。










