关键词 |
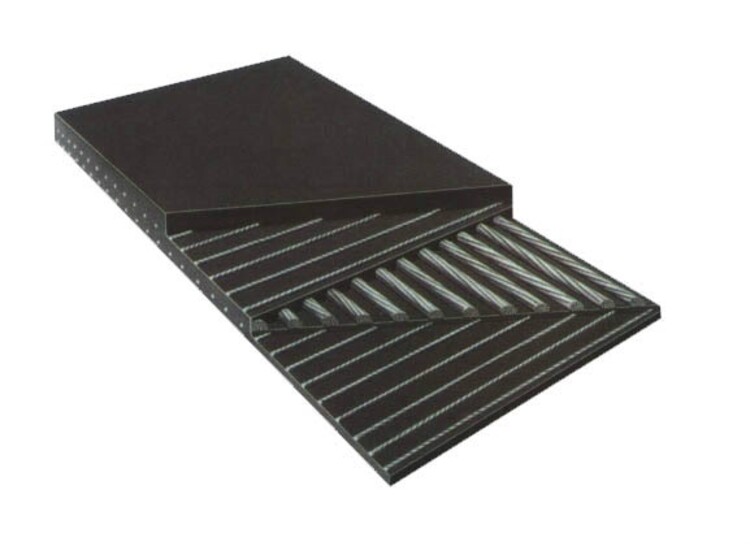
ST1600钢丝绳输送带 |
面向地区 |
全国 |
ST1600钢丝绳输送带的缠绕式矿井提升机和矿用提升绞车第 13.2.1条主轴装置就位时,其位置应符合下列要求 ;
第 13.2.3条轴承座的安装水平偏差沿主轴方向不应大于0.1/1000;垂直于主轴方向不应大于0.15/1000;轴承座与轴承梁应紧密接触
ST1600钢丝绳输送带的卷筒和制动盘现场焊接时,焊条牌号和焊缝接头型式及等级应符合设备技术文件的规定
ST1600钢丝绳输送带的接地线置于被焊接的卷筒上第 13.2.9条主轴装置组装和主轴调子合格后,方可对轴承梁进行灌浆。
我们在使用ST1600钢丝绳输送带时严禁用汽油或煤油清洗,且结合面不得沾染油污,应该用皮带机清扫皮带
ST1600钢丝绳输送带的主轴轴颈与下轴瓦的接触角宜为90°~120°;沿轴向接触长度不应小于轴瓦长度的3/4