关键词 |
耐热240℃输送带 |
面向地区 |
全国 |
硫化接头撕裂原因
1.改向滚筒直径小,输送带的承受的弯曲应力大。
2.硫化接头质量差,特别是硫化过两次以上的,接头强度明显下降,或者是在胶接时帆布层被割断,或打磨漏布,此处强度减小。
该技术涉及一种钢丝绳芯耐高温输送带,它适 用 于 输 送 物 料 温 度 240 ℃ 以 上 的 高 温 物料。目前没有能输送物料温度超过 250 ℃ 的钢丝绳芯耐高温输送带,用户只能使用耐热钢丝
绳芯输送带勉强替代,耐热钢丝绳芯输送带的纬向强度由橡胶自身的强力提供,橡胶长时间在高温环境下使用会容易老化失效,橡胶强力因而急剧下降,输送带的纬向强度随之减小直
至消失,耐热钢丝绳芯输送带会出现纵向裂口等失效现象。
耐高温240输送带工作面覆盖胶主要是通过采用二元乙丙橡胶、卤化丁基橡胶、丁苯橡胶及交联剂、补强剂、软化剂及防老剂等分批量在密炼机上逐渐加入的,通过一段、二段混炼加
工成二段混炼胶(或称终炼胶) ,终炼胶再经成型、硫化、修整、检验为成品。由于钢铁、水泥等行业各工厂生产工艺不同,产能不同,物料温度也很不相同,大多数工厂物料温度达到 200 ℃以上,采用以上橡胶配方及方法制成的高温输送带工作面覆盖胶,在使用一段时间后会出现磨损和龟裂老化,输送带的使用寿命由于覆盖胶的不耐磨损和龟裂老化而受到严重影响。
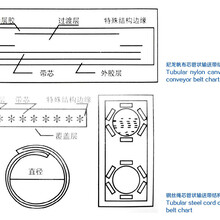
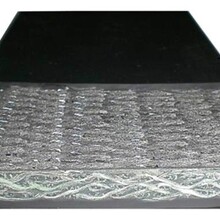
耐热高温240℃输送带由 上 覆 盖 胶、骨 架 层( 由 钢 纤 维 绳 作 经线,芳砜纤维绳作纬线,按强度和带宽要求进行编织而成) 和 下 覆 盖 胶 依 次 粘 接 压 制,放 入 平板硫化机硫化,钢纤维绳系纵向排列,相互之间充填胶粘剂,耐热高温240℃输送带好用天然橡胶。为防止 钢 纤 维绳错位,隔若干厘米用芳砜纤维绳两根横向上下交叉编织,以增加成圆刚性。按抗张 强 度 需要,选用不同直径的钢纤维绳。边胶采用纯胶。所有成型工艺和硫化操作均同制造普通钢丝绳芯胶带的一样。边胶包裹胶带两边,内无纤维。三 角 带 作 为 引 导 胶 带,不 传 递 动 力
耐高温240℃输送带的骨架层,无论采用钢纤维或凯芙拉纤维均能耐热到 300 ℃ ,无须隔热措施,故胶带很薄,且强度高,自重减轻,节 省 动 力。本 耐 热高 温 输 送 带 还 能 进 一 步 提 高 耐 热 等 级 到500 ℃ ,方法是在承载带外围套上一节同长度的玻璃钢外套,套内接上一台鼓风机,在带运转时通冷风以降 低 胶 带 温 度 ( 见 图 5 所 示)。还可以直接利用气垫式管状输送机的废气冷却,以提高胶带耐热性能
耐热240℃输送带的生胶以天然橡胶为主或并用适量的丁苯橡胶,含胶率控制在50%~55%。硫化体系采用硫磺、促进剂传统配合体系。在天然橡胶配方中,硫磺用量为2.5质量份左右;在丁苯橡胶配方中,硫磺用量为1.5~2.0质量份。促进剂一般采用M、DM并用,促进剂CZ、NOBS等后效性促进剂适合于含丁苯橡胶的胶料中。补强剂可选用高耐磨炭黑、中超耐磨炭黑等,用量为40~50质量份。软化剂常选用的品种有机油、重油、松焦油、古马隆树脂和石油树脂。

全国耐热240℃输送带热销信息