关键词 |
制糖行业螺旋输送机,白云螺旋输送机,螺旋输送机厂家定制,螺旋输送机厂家定制 |
面向地区 |
全国 |
螺旋输送机的支架也是输送设备中的配套设备,其中支架的焊接工艺也是非常重要的,如果焊接不结实的话,就会影响其使用。下面简单介绍几种焊接方法:
1.引弧
(1)划擦法---先将焊条对准焊件,再将焊条像划火柴似的在焊件表面轻轻划擦,引燃电弧,然后迅速将焊条提起2-4mm,并使之稳定燃烧,
(2)敲击法---将焊条末端对准焊件,然后手腕下弯,使焊条轻微碰一下焊件,再迅速将焊条提起2~4mm,引燃电弧后手腕放平,使电弧保持稳定燃烧。这种引弧方法不会使焊件表面划伤,又不受焊
把螺旋输送机实体型的制法叫做s制法,其节距大过叶片直径的接近一倍,其主要用于粉状和颗粒状的物料。带式型的制法叫做D制法,其节距与叶片直径相同,这款多用于粉状和小块的物料。叶片型也有用,但比较少,其主要是输送那些粘度比较大或且可以压缩的物料,其节距大过叶片直径超过一倍。知道了其不同的结构特征后,消费者在选购时就可以根据自己要加工的物料选择相对应的型号,避免盲目购买。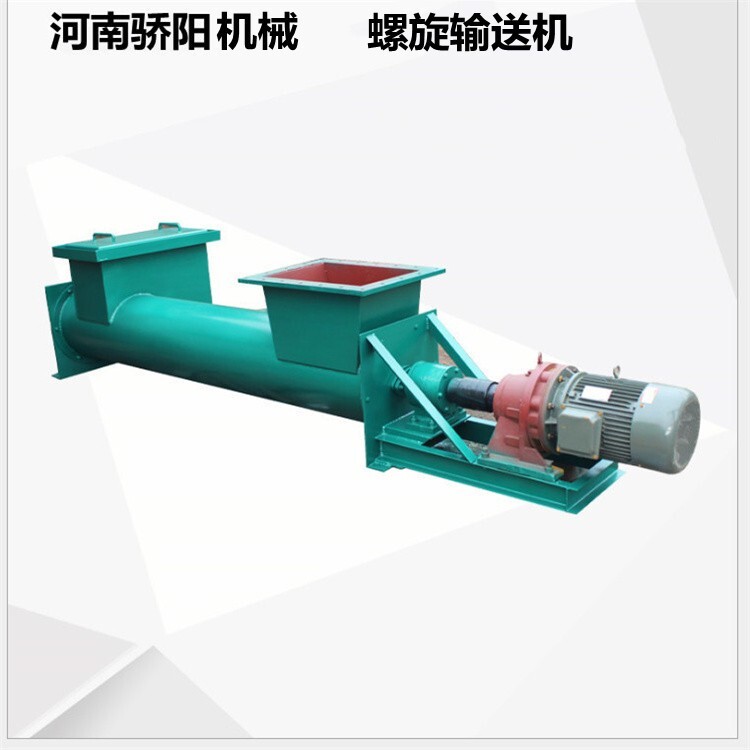
螺旋输送机的转速是决定输送量的关键因素。我们平时都遵循着一个原则,那就是在满足输送量的前提下,我们要尽量降低螺旋输送机的转速。因为当螺旋输送机的转速超过一定的极限值时,物料收到的离心力很大就会适得其反,把物料抛出去。使之克服了其处理粘性粉尘易形成筒壁粘结的问题,提高了加湿机的适应性,扩大了 单轴粉尘加湿机的应用范围。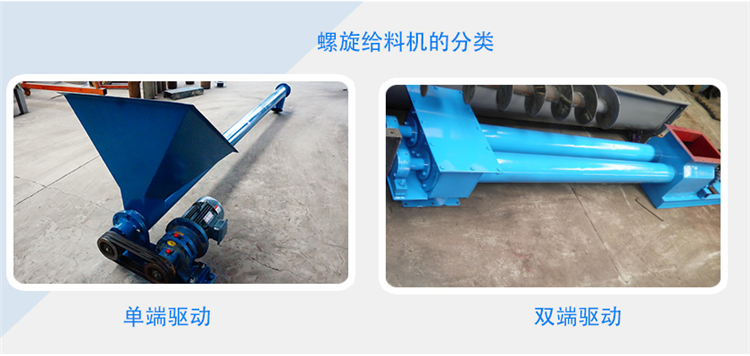
螺旋输送机进、出料装置有进料口,方型出料口,手推式出料口,齿条式出料口四种。由用户在使用现场在机体上开口焊接。布置进、出料口 位置时应注意料口至端部的距离,同时避免料口与吊轴承加油杯、机壳联接法兰、底座等相碰。
驱动装置有ZQ系列减速器+Y系列电动机,YTC齿轮减速电机两种。
如何处理螺旋输送机的底部清料
1、合理选择螺旋输送机各技术参数,如慢速螺旋输送机转速不能太大。
2、严格执行操作规程,做到无载启动、空载停车;进料连续均匀。
3、加大出料口或加长料槽端部,以解决排料不畅或来不及排料的问题。同时,还可在出料口料槽端部安装一小段反旋向叶片,以防端部堵料。
4、对进入输送机的物料进行必要的清理,以防大杂物或纤维杂质进入机内引起堵塞。
5、尽可能缩小中间悬挂轴承的横向尺寸,以减少物料通过中间轴承时堵料的可能。
6、安装料仓料位器和堵塞感应器,实现自动控制和报警。
7、在卸料端盖板上开设一防堵活门。发生堵塞时,由于物料推积,顶开防堵门,通过行程开关切断电源。
螺旋输送机输送量是衡量螺旋输送机生产能力的一个重要指标,一般根据生产需要给定,但它与其他参数密切相关。在输送物料时,螺旋轴径所占据的截面虽然对输送能力有一定的影响,但对于整机而言所占比例不大。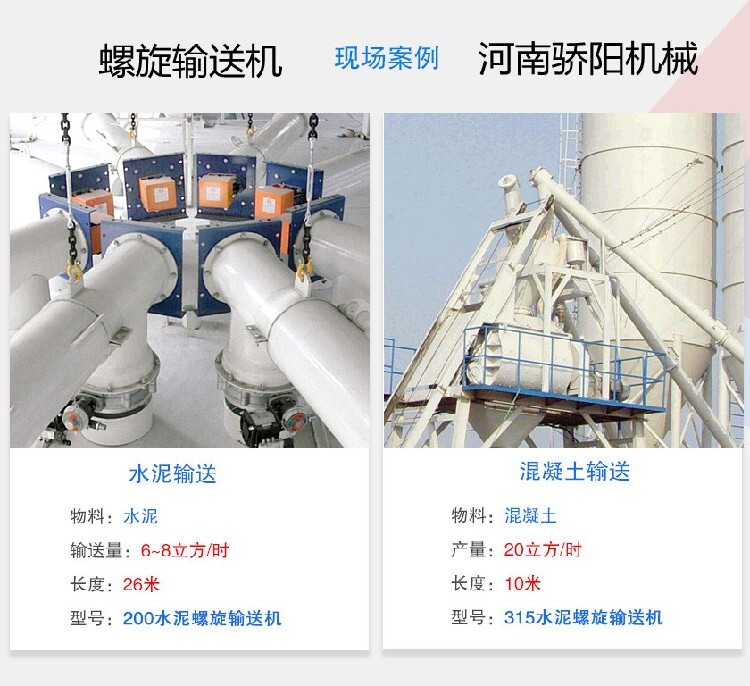
螺旋输送机的驱动功率,是用于克服在物料输送过程中的各种阻力所消耗的能量。主要包括以下几个部分:①使被运物料提升高度日(水平或倾斜)所需的能量:②被运物料对料槽壁和螺旋面的摩擦所引起的能量消耗:③物料内部颗粒间的相互摩擦引起的能量消耗;④物料沿料槽运动造成在止推轴承处的摩擦引起的能量消耗;⑤中间轴承和末端轴承处的摩擦引起的能量消耗。
螺旋输送机对于减轻繁重的体力劳动,提高劳动生产率,实现物料输送过程的机械化和自动化,都具有重要的现实意义。未来螺旋输送机发展方向和趋势是:①大运量、高速度、长使用寿命;②低能源消耗及降低能量消耗;③智能化发展;④空间可弯曲输送;⑤组合复合化输送,向着大型化发展;⑥扩大使用范围;⑦环保意识设计,减少污染,实现设计的目标。
螺旋输送机用于能规则地控制和连续输送粉状和小块状物料,如粮食、饲料、煤粉、水泥、熟料、复混肥、砂、谷类、煤块、石子等。 螺旋输送机的结构简单新颖、 维修方便、技术指标、横截面尺寸小,密封性能好,操作安全方便,便于中间装、卸料;中间吊轴承采用滚动式或滑动式两种结构,均设 防尘、密封装置,操作维修方便。
全国螺旋输送机热销信息