





关键词 |
通辽减速机,减速机厂家,减速机速比表,减速机报价 |
面向地区 |
全国 |
减速器附件
为了减速器的正常工作,除了对齿轮、轴、轴承组合和箱体的结构设计给予足够的重视外,还应考虑到为减速器润滑油池注油、排油、检查油面高度、加工及拆装检修时箱盖与箱座的定位、吊装等辅助零件和部件的合理选择和设计。
减速器的种类繁多,按照传动类型可分为齿轮减速器、蜗杆减速器和行星齿轮减速器;按照传动级数不同可分为单级和多级减速器;按照齿轮形状可分为圆柱齿轮减速器、圆锥齿轮减速器和圆锥-圆柱齿轮减速器;按照传动的布置形式又可分为展开式、分流式和同轴式减速器。
减速器种类很多,如渐开线圆柱齿轮减速器、双圆弧圆柱齿轮减速器、摆线针轮减速器、NGW型行星齿轮减速器、三环减速器、圆弧圆柱蜗杆减速器等。设计中应该选用标准减速器,便于设计、制造、修理和更换。
选不到适用的标准减速器时,则设计的减速器,在设计时,应该考虑的主要问题有:传动型式、传动布置、传动参数设计,传动件、支承件和箱体等的设计,润滑和密封设计及散热等。还可以进行优化设计以提高设计质量。
热前滚齿
由于成本原因,较小模数工件用整体滚刀加工,材质一般为带涂层的高速钢或者粉末冶金,头数为 1-3,在刀具使用窜刀完毕后,需要进行修磨,并返回的厂家重新进行涂层,整体硬质合金的滚刀因为性价比较低,使用较少;较大模数的齿轮由于滚刀体太大,成本太高,一般都设计为镶刀片滚刀,这样的滚刀需要定期检查每一个刀片的磨损程度,并将已磨损或崩刃的刀片换掉;对于特大模数齿轮(一般为 M>22),一般都用齿轮铣刀加工。
滚齿作为粗加工工序,国内的生产厂家如南京第二机床厂,秦川机床厂的滚齿机都可以达到 7-8 级的加工精度。欧洲的滚齿机生产厂家如 Pfauter、Liebherr 等,其机床的滚齿精度可以达到 6-7 级,并且在加工稳定性及寿命方面有较大优势。随着机械行业自动化程度的提高,自动上下料传送带以及多工位上下料系统也被应用于滚齿工序,配合的自动涨紧夹具。使机床更换工件的时间将至低,实现了加工-去毛刺-倒角同时进行。更大的增加了机床的使用效率。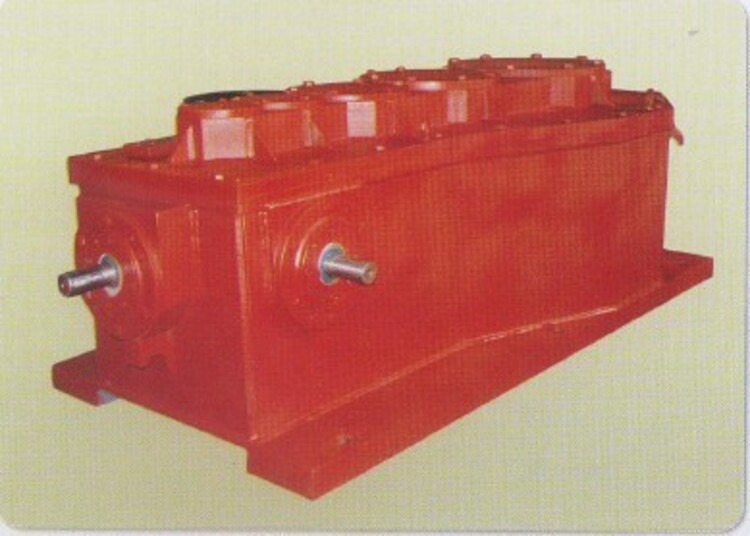
展成磨
为展成法加工,与滚齿原理相似。瑞士 Reishauer 公司先发明并将其应用,磨削过程中,由于砂轮与被磨削的齿部连续啮合,从而展成齿部的渐开线形状,并且在磨削过程中无中断,所以其加工效率很高。实际加工中,由于砂轮尺寸原因,展成磨适用于加工较小模数齿轮(一般为 M<=12)。
磨削过程中,可使用氧化铝材质的砂轮,需要根据设定好的磨损寿命长度及串刀方式加工,较为优化的串刀方式为,粗磨过程中对角线窜刀,即在磨削过程中窜刀,以砂轮的不断更新来达到高的材料去除效率;在精磨过程中为步进窜刀,用砂轮的同一位置磨削以达到齿面质量的稳定性。对单一品种齿轮的大批量生产,也可以使用 CBN 蜗杆砂轮,可以更大的提高磨削效率,但是成本相应较高。
展成磨对机床的精度及稳定性有较高的要求,目前的机床公司有瑞士的 Reishauer,德国的 Liebherr,加工齿轮精度可以达到 4-5 级甚至更高,国内较为的厂家为秦川机床厂,加工精度可以达到 5-6 级。并且这些机床都具备了配套自动上下料系统的能力,并广泛应用于汽车制造行业和小型减速机制造行业,使硬齿面 齿轮的精加工效率得到很大提升。
成型磨
砂轮被金刚轮修整成与齿形相同的形状,逐个齿进行磨削。这种生产方式较为柔性,在更换齿轮型号时,只需要将砂轮修整为与其对应的形状即可。整个修整与加工过程由预设的 CNC 轴进行控制。这项加工技术在国际上比较的公司有 Gleason、Hoefler 等, 其生产的成型磨机床加工精度可以达到 3 级,而且由于整个齿面的形状是由成型的砂轮一次连续磨削而成,所以整个齿面粗糙度可以达到 Ra0.4-Ra0.8。
在实际生产过程中,太高的表面质量要求,以及高的磨削进给量,都会产生更高的烧伤风险。不同的企业也都采取更为精细化的磨削参数进行加工,来保持成本优势。随着科技的进步,一些新的工艺也正在出现来满足市场需求,比如在成型模后进行超精磨,这样工件的表面光洁度可以达到 Ra0.2;或者用双磨头加工,其中一个磨头用于粗磨,另一个磨头安装特殊的砂轮用于精磨,来达到效率和质量的双赢。
为了适应激烈的市场竞争,并能更好的服务于国内金属制品行业,拉丝机传动系统的设计也正在向硬齿面齿轮的传动形式转变,具体表现就是市场上已经采用较多的强力窄v联组带加拉丝机硬齿面减速箱的组合,采用适应拉丝机整体结构的标准减速机,并将此减速机与安装箱体、主轴、卷筒等有效的结合在一起,形成一套以硬齿面齿轮为主要传动形式的拉丝机传动系统。
高强低碳合金钢齿轮渗碳淬火,齿面硬度高,齿轮采用数控磨齿工艺加工,精度高、接触面好、传动、运转平稳、噪音低;体积小、重量轻、寿命长、载荷大;拆装检验方便、安装方便。中高。中心高度传动率。装置的参数用电脑优化设计。选配高强低碳合金钢齿轮箱,经渗碳淬火研磨。齿面硬度高,精度达到国际6级。
通过复合工艺技术加工举措,让齿轮表面的硬度获得工艺要求,所以在减速机中应用硬齿面齿轮,发挥的作用。当前应用广泛的硬齿面齿轮磨削加工技术,虽具有良好加工精度,但也存在复杂的操作工艺流程、较高的加工成本和低生产效率等问题。因此,经不断的研究和实践,滚齿机上使用硬质合金刮削滚切加工工艺发挥了较理想的利用效果。下面对此加工工艺展开分析,提出用其加工形成的硬齿面齿轮于减速机中的应用情况。
硬齿面减速机之所以采用硬齿面作为减速机的基本构造,是因为硬齿可以发挥出更好的效用。硬齿面减速机在使用时也是经过不断的改进的,目前我们所使用的硬齿面减速机故障率小,大大提升了机械设备的生产效率,能在运作中发挥出良好的作用。我们公司也供有多种规格的减速机设备,欢迎前来选用。
唐山冶金矿山机械厂始建于1936年,是及科研、设计、制造、试验、安装成套机械设备于一体的国有企业。先后获得国家二级企业,国家计量合格企业,国家档案管理企业,部级质量奖企业,部级安全企业等荣誉称号。1996年被国家经贸委批准为机电产品出口基地,1998年一次性通过ISO9001质量体系认证。现有职工近2800人,工程技术人员近300名,有自主产品研发设计的研究中心,可根据用户的技术要求和使用情况进行产品设计。
我厂的主要产品有:带式输送机,烧结系统成套设备,球团系统设备、轧钢系统设备,硬齿面和普齿面减速机,各种给料设备。
我厂生产各类型减速机已有近50年的历史,为了提高减速机的设计和制造质量,我厂于1988年与德国弗兰德公司(A.FRIEDR.FIENDER AG)签订了引进《硬齿面磨齿减速机专有技术合同》,合同产品为SZ.KE.SD.KZ.SV.KD等12个系列的硬齿面磨齿减速机,大末级中心距800mm,大额定功率8500kw,传动速比范围5-500.这些减速机的齿轮采用低碳合金钢渗碳淬火磨齿,具有齿轮精度高、体积小、重量轻、承载能力大、寿命长、噪音低等优点,可广泛应用于冶金、矿山、能源、运输、建材、化工、起重、轻工、纺织、工程机械等工业行业。
我厂硬齿面系列减速器是从德国FLENDER公司引进专有技术设计生产的产品,经过多年的消化吸收,现已形成四大系列、十七个品种、二百多个规格的系列产品,国有化率达。该产品大末端中心距为800mm,大输出扭矩71吨*米,传动比范围为5—500。采用了单元结构原则进行设计,其规格、传动比均取数系,齿轮采用合金钢经渗碳淬火、磨齿而制成。圆柱齿轮强度计算执行DIN3990,精度能达到DIN3962及DIN3963标准6级,锥齿轮强度及精度计算执行KN3028德国KLINGELBERG公司标准。齿轮和轴承采用飞溅法润滑,采用大承载能力的滚动轴承。箱体采用度灰铸铁(也可改用球墨铸铁或焊接箱体)。用户如有特殊需要,可另增加风扇冷却、环管冷却、风扇及环管冷却、压力润滑、逆止器等部件。
我厂引进德国FLENDER公司硬齿面磨齿减速机获采用标准证书;获河北省产品;获振兴河北经济奖;ZQ系列减速机获中国重型机械起重运输机械行业协会证书;为宝钢二期、三期工程所供设备(含大量配套减速机)获质量优胜单位。至今,唐冶厂每年为各行业提供减速机近千台,并印度,巴基斯坦,土耳其,哈萨克斯坦等国家,赢得了国内外用户的。
全国减速机热销信息
站内来访