






关键词 |
安徽生产冲床,冲床批发,吉林冲床,生产冲床 |
面向地区 |
全国 |
冲床单工序模是在压力机一次行程中只完成一道工序的冲模。废料切刀有两种组合冲模是按几何要素(直线、角度、圆弧、孔)逐副逐步形成各种冲件的通用、可调式成套冲模。平面状冲件的外形轮廓一般需要几副组合冲模分次冲成。始用挡料销(板)是供材料起始端部送进时定位用的零件。拼块是组成一个完整凹模、凸模、卸料板或固定板等的各个拼合零件。挡块。挡块(板)一般与侧刃配合使用的。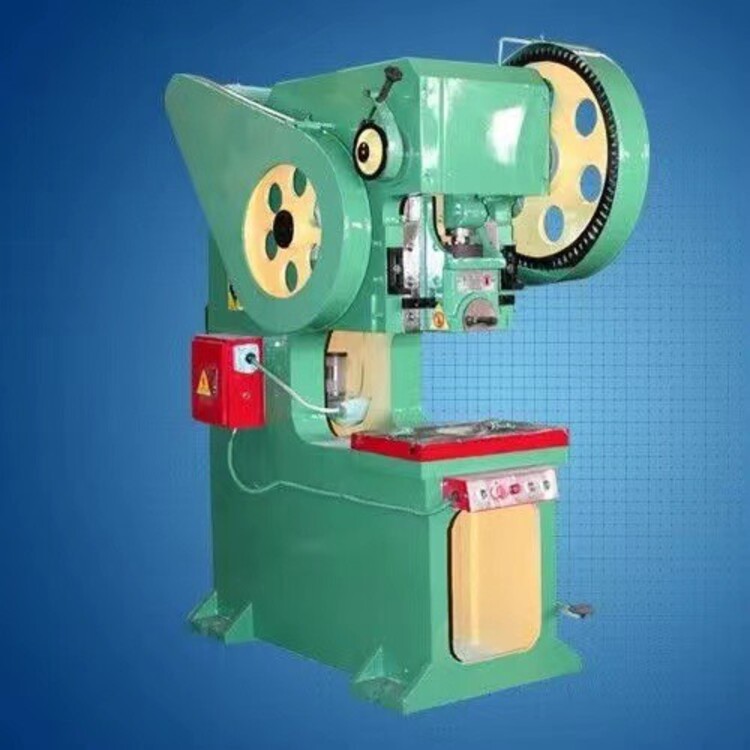
工作中
⑴应定时用手动润滑油泵向润滑点压送润滑油
⑵压力机性能未熟悉时,不得擅自调整压力机
⑶禁止同时冲裁两层板料
⑷发现工作不正常应立即停止工作,并及时检查。
工作后
⑴使飞轮和离合器脱开,切断电源,放出剩余空气
⑵将压力机擦拭干净,工作台面涂防锈油
⑶每次运行或维护之后做好记录。
冲床因为振动频率与电机转速成一定比率,就要检查一下电动机是否有故障,检查它的碳刷,整流子表面状况,以及机械振动的情况,并要检查滚珠轴承的润滑的情况,整个这个检查,可不必全部拆卸下来,可通过视察官进行观察就可以了,轴承可以用耳去听声音来检查。如果没有什么问题,就要检查测速发电机。测速发电机一般是直流的。
禁止夹层进料冲压,清除前冲次冲件或余料后才可进行第二次进料。定时检查模具安装情况,如有松动或滑移应及时调整。刀口磨损到毛刺超标前,应及时修磨刀口。拆卸模具时,在合模状态下进行。爱护冲压设备、冲模、工具、量具和仪器。工作完毕后,应将模具和冲床擦试干净,整理就绪。在正式冲制过程中,由于主电机的静差率随不同负荷有变化,故在冲制不同零件时,可用设置在控制板上的电磁记数器,对转速进行校正。
冲压机的制动、离合器是冲压机运转安全的重要部件,它是发生重大安全事故的诱因,所以了解它的基本构造,并且每天作业前确认它的安全性能,发现异常情况(如:滑块不能停止在位置、运行时有异常声音、异常震动、滑块动作迟缓等等)及时报告维修。
维修人员也应注意制动、离合器的摩擦片之间如果间隙过大的表现是:压缩空气用量增大,冲压机滑块出现爬行状态,严重时会出现一次操作滑块连续动作的情况,这是不允许发生的。那么如果调整间隙过小,制动、离合器的摩擦片会发出摩擦声、发热、电动机电流上升等现象,还会造成回程弹簧的损坏。(正常间隙标准1.5~3.0mm)。




