


产品别名 |
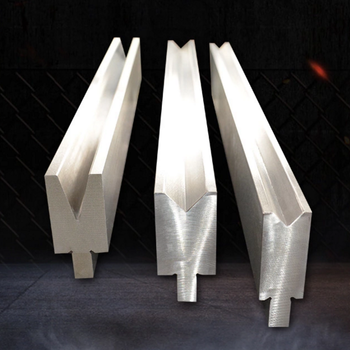
折弯机模具 |
面向地区 |
全国 |
先检查折弯机模具厚度与上下模块的比例是否正常,一般的滑块需要控制在行程线路的开关点上,这个是要注意的,否则会导致模具不能正常使用,但是有些人还是经常犯这样的错误。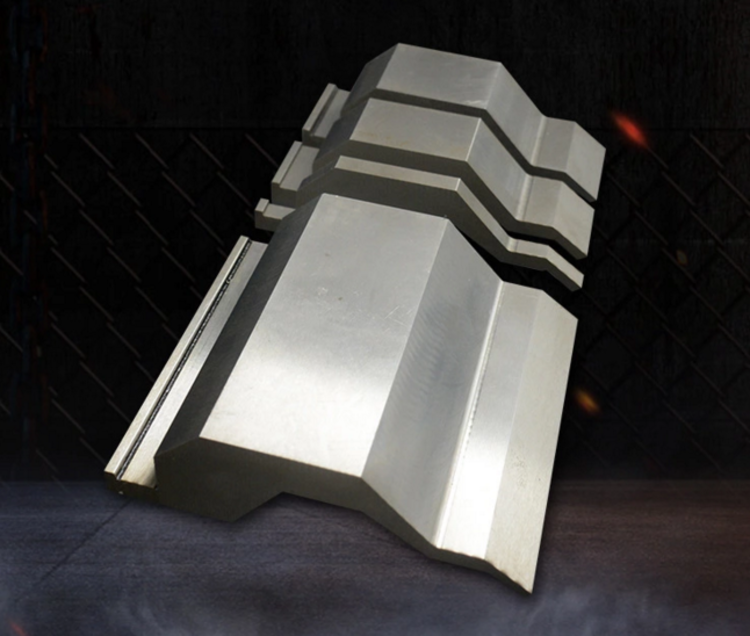
调整完滑块行程标准以后,接下来就是模块的上限点调整了,一般的情况来说模块上至到高处,是要把模块的和开关设置好。这样可以要流出模块的停留的位置,通过上述一些操作,那么就可以大大增加生产效率。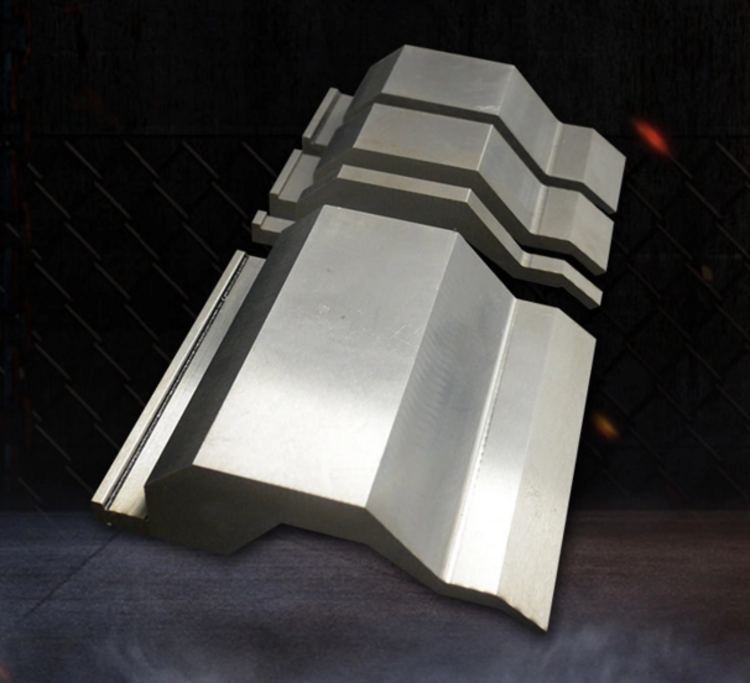
后就是折弯机模具之间的空隙的调整了,先测量上模块和下模块间隙,合理的间隙需要根据所折的板材而定。模具行业迅猛发展,其地域分布特色也日渐成形。从地区分布来看,以珠三角、长三角以及安徽等地发展较快。
调整折弯角度也是重要的环节,角度选定肯定是和产品要求有关,一般来说折90°模具,那么角度设置中间角度大于两边的角度,有时候可能会紧点,可以通过调整机器上螺丝进行处理。
在全球能源供应逐日紧张,石油价格持续上涨等背景下,对发电设备的需求已越来越明显。在发电设备制造过程中,仅花在数控折弯机模具部分的成本就非常可观。
一般用T8或T10、T10A的,再好一些的42CrMo材质的,它要求的主要是高强度高韧性和良好的耐磨性能,选用冷作模具钢.Cr12MoV是很好的材料.使用性能可以满足,工艺性能也好,价格会高点.42CrMo是强度较高的合金调质钢,强度很高,强韧性也好.可在500度以下工作。接通折弯机的电源,扭转钥匙开关,按下油泵启动,折弯机油泵开始转动,此时机器还未开始工作。行程调节,在正式开始用折弯机模具进行折弯工作时需要试车。折弯机上模下行至底部时有一个板厚的间隙。否则会对模具和机器造成损坏。行程的调节也是有电动快速调整和手动微调。
折弯机模具槽口选择,一般要选择板厚的8倍宽度的槽口。如折弯4mm的板料,需选择32左右的槽口。检查折弯机上下模的重合度和坚固性;检查各定位装置是否符合被加工的要求。经常检查上、下模具的重合度;压力表的指示是否符合规定。板料折弯时压实,防止板料在折弯时翘起伤害操作人员。调板料压模时切断电源,停止运转后进行。在改变可变折弯机下模的开口时,不允许有任何料与下模接触。
禁止使用折弯机模具折超厚的铁板或淬过火的钢板、合金钢、方钢和超过板料折弯机性能的板料,以免损坏机床。在安装折弯机模具的时候,一定要检查好设备的状态,然后按照步骤来安装并且进行调试,调试时注意人身安全。关闭折弯机,要在两侧油缸下方的下模上放置木块将上滑板下降到木块上。先退出控制系统程序,后切断电源。
最近来访记录








