产品别名 |
台湾数控外圆磨床 |
面向地区 |
全国 |
外圆磨床是加工工件圆柱形、圆锥形或其他形状素线展成的外表面和轴肩端面的磨床;使用广泛,能加工各种圆柱形圆锥形外表面及轴肩端面磨床。
外圆磨床的磨削精度一般为:圆度不超过3微米,表面粗糙度Ra0.63~0.32微米;外圆磨床则分别可达圆度0.1微米和Ra0.01微米。
外圆磨床分为切入式外圆磨床,端面外圆磨床和外圆磨床。
切入式外圆磨床:当工件磨削部位长度小于砂轮宽度时,砂轮只须作连续横向进给,不必与工件作相对轴向运动,这种磨床的生产率较高。
台湾荣光GU-3250P外圆磨床精度影响因素
磨头、头架、尾座的等高度对工件尺寸精度的影响。磨头、头架、尾座的等高度误差将使头架、尾座中心连线与砂轮主轴轴线在空间发生偏移,此时磨出的工件表面将是一个双曲面。
用途
外圆磨床主要用于成批轴类零件的端面、外圆及圆锥面的精密磨削,是汽车发动机等行业的主要设备。也适用于、航天、一般精密机械加工车间批量小,精度要求高的轴类零件加工。
1、用于纺织纺纱行业,粗细纱机,并条机,精梳机,加弹机等上皮辊加工。
2、用于生产制造办公通讯设备行业,传真机,复印机,打印机,刻字机等上胶辊加工。
3、适用于印刷,食品,医药行业自动输送装置上皮辊,塑料加工。
工作方法
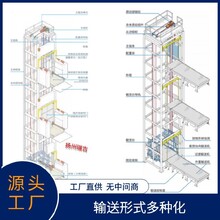
用来磨削外圆柱面和圆锥面,基本的磨削方法有两种:纵磨法和切入磨法。纵磨时,砂轮旋转作主运动(nt),进给运动有:工件旋转作圆周进给运动(nω),
工件沿其轴线往复移动作纵向进给运动(fα),在工件每一纵向行程或往复行程终了时,砂轮周期地作一次横向进给运动(fr),全部余量在多次往复行程中逐步磨去。切入磨时,工件只作圆周进给(nω),而无纵向进给运动,砂轮则连续地作横向进给运动(fr),直到磨去全部余量达到所要求的尺寸为止。在某些外圆磨床上,还可用砂轮端面磨削工件的台阶面。磨削时工件转动(nω),并沿共轴线缓慢移动(fα),以完成进给运动。
最近来访记录