关键词 |
耐热240℃输送带 |
面向地区 |
全国 |
耐热240℃输送带质量应经过磁粉或超声波检验。对圆周焊缝和小直径滚筒的纵向焊缝应采用单面焊接双面成型的特殊工艺。
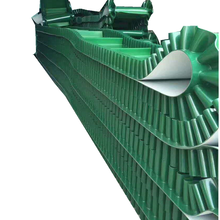
耐热240℃输送带用于改变输送带运行方向或增加输送带在传动滚筒上围包角,覆盖胶采用平滑胶面,确保维护能够正常进行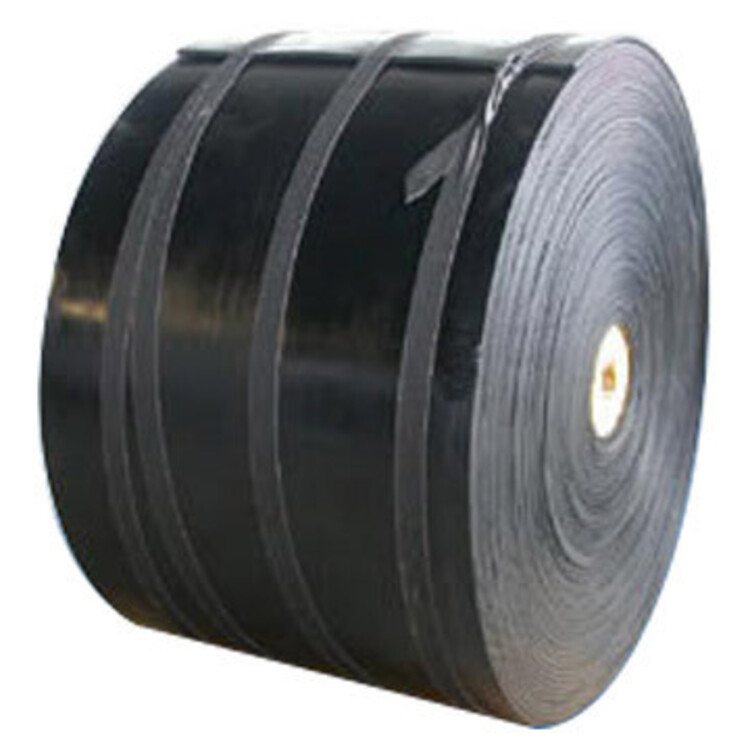
耐热240℃输送带在轴的变断面处应设适当的过渡圆角,避免产生应力集中。用于支撑输送带及其上的承载物料,并输送带稳定运行的装置
输送带选用V形托辊组和平行下托辊组交错布置。V形下托辊用于较大带宽,可使空载输送带对中V形与反V形组装在一起防偏效果更好
耐热240℃输送带一般为500或600mm;缓冲托辊间距则要根据物料的松散密度,块度及落料高度而定,一般条件下可采用1/2~1/3槽形托辊间距。
耐热240℃输送带在具有煤尘的容器内,连续运转200小时后,煤尘不得进入轴承润滑9 脂内。在淋水工况条件下,连续运转72小时后,进水量不得超过150g。