


关键词 |
散热器气液胀管机,胀管机厂家供应,胀管机质量可靠,胀管机价格 |
面向地区 |
全国 |
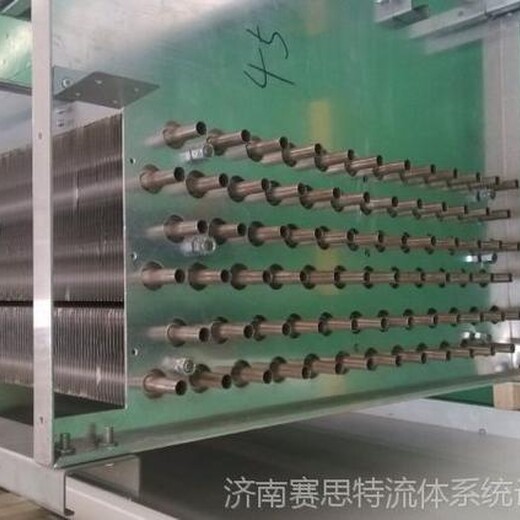
散热器有多根散热管、底座、散热鳍片组件、支架组成,由于散热管厚度较小,散热鳍片较多,连接比较麻烦,需要消除散热管与散热鳍片之间的间隙(0.3mm-0.6mm)达到过盈配合防止松动。此即为胀管机的作用。
气动液压胀管机由三部分组成,电控部分、气驱增压系统、胀接器。电控采用西门子PLC控制。气驱增压系统采用两台赛思特高压胀管机液体增压器.可快速升压,管径25mm长度5m内的升压时间在十几秒内达到预定压力。
夹持虎钳,使钻杆转动与回退操作非常容易。
方便的动力站与操作台连接方式,拆装省时省力。
特的虎钳牙面结构设计,双向工作能够可靠实现。
拉管器配备密封装置,使更换的管线清洁、。
全封闭柴油机动力站,噪音小,工作可靠。
无电控装置设计,设备适应性强。
钻杆在胀管的同时穿过下一根待换管线,完成一次就位两次胀管,大大提高工作效率,节约成本。
钻杆设计:
钻杆直径小,可以顺利穿过较小直径的各种待换被腐蚀管线。
螺纹钻杆,无环形连接设计,使钻杆通过障碍时不会造成V型弯曲。
钻杆柔性强,能够在弯曲道路(弯曲管线)上施工。
钻杆有空心设计,可方便与AirImpactor配合使用。
实时监控:
操作台配备液压表,容许实时监控拉力大小。
两人操作方式,实现快速与密切监控操作。
工作原理
1.设备和模具在使用过程中产生的局部磨损。
2.制造过程中加工缺陷,
3.型腔的锈蚀斑等凹陷。
使用电源:单相220V±20% 50Hz
当管板超过100mm的换热器无法实现全厚度胀接,且实际胀管率、拉脱力和密封压力等指标无直接关联,操作者主要根据经验来确定胀接紧度,胀接质量受人为因素影响比较大。且胀接时所用的润滑介质会渗入管子与管板的间隙之中,对后续的焊接质量产生不利影响。
应用于新机安装,主要包含,胀、切、削以及各类辅助工具,其中各类胀管机是提供胀管的动力源,主要有电动、液压和气动(进口)胀管机,连接胀管器后可进行胀管工作。
操作步骤:
一、打开加水高压阀开关(开到大)
二、打开控制电源按钮开关
三、打开油泵启动按钮开关(如设备油泵启动开关无法正常运行,请检查外接航空插座火线连接的是否正确,建议把L1、L2、L3三条火线中的任意两条互调后再试。)
四、按下升压按钮开关待机5-10秒
五、按下降压开关按钮,放置5-6分钟
六、把第四、第五步骤重复1-3次(此步骤是为油缸和高压软管中排气、加水)
七、按下油泵启动按钮,关闭加水高压阀(一定要旋紧到位)
八、把胀头插入准备胀接的管板中
九、开启油泵启动按钮,通过降压阀手柄把降压表压力调至1-1.5mpa的位置
十、在plc触屏中设置目标胀接压力值,按下升压开关,观察plc上实际胀力值的变化,通过升压阀旋钮手柄进行调节实际压力值,使实际压力值高出目标压力值1-2mpa(调节到位的表现为:设备实际压力值到达目标压力值后会立马自动泄压)
十一、以上步骤完成后就可以通过胀管手枪上的开关进行胀管作业工作了。
十二、如需要保压,可以通过plc触屏设置1-50秒任选
胀管机的工作原理是电动胀管机在带动塞入管孔的胀管器顺时针旋转的时候因为胀管器的胀珠和管子间会产生旋转角,让胀管器在旋转的时候顺着管子的轴线向前,由于胀管器前面细后面粗,所以胀珠的滚动会使管子慢慢胀开,和管板孔壁紧密相接。在胀管的时候因为胀管器的不断扩张,胀管机所提供的转距会慢慢变大,胀管机的电机电流因此也增大,经过数字控制仪对电流的采样,放大模数转换,数字显示实际时的工作电流,经比较器与预先设定的胀管值比较,到达设定值时控制仪控制电机自动停转。经延时电路的延时间隔,控制仪又自动驱动胀管机逆时针反转,使胀管器开始松开。待松开时间到达与之预先设定的退出时间时,控制仪断开胀管机电机电源,胀管机停转,从而完成一个胀管过程。
胀管器一般采用轴承钢、碳钢还有弹簧钢等各种金属材料制作。具体用哪种金属制作,根据客户要胀接的管子材质、胀管率等因素由技术部门商讨决定,用户的产品质量要求。
液压胀管机怎么调节扭矩?铜管扭矩设bai置参考数据:直径du10 基准设定zhi值2.5~2.6;直径12 基准设定值2.8~dao3.0;直径16 基准设定值3.4~3.5;直径19 基准设定值4.0~4.5。
机械胀接是国内外目前为常用的方法。机械胀管的工具有电动、气动、手动等区别。该方法除了具有劳动强度高和工作效率低、损伤管子等缺点外,还难以对管板厚度超过100毫米以上的换热器实行全厚度胀接。而现代化工装置都在高参数下运行,换热器的管板厚度越来越厚,管板厚度超过200毫米的换热器已不鲜见,用传统的机械胀接技术已无法对这种厚管板换热器进行全厚度胀接,使得换热管和管板之间的间隙难以消除,留下间隙腐蚀的隐患。
————— 认证资质 —————
全国胀管机热销信息