






关键词 |
山东生产冲床,冲床批发,吉林冲床,供应冲床 |
面向地区 |
全国 |
冲床固定板是固定凸模的板状零件。固定卸料板是固定在冲模上位置不动的卸料板。固定挡料销(板)是在模具内固定不动的挡料销。卸件器是从凸模外表面卸脱工(序)件的非板状零件或装置。卸料螺钉是固定在弹压卸料板上的螺钉。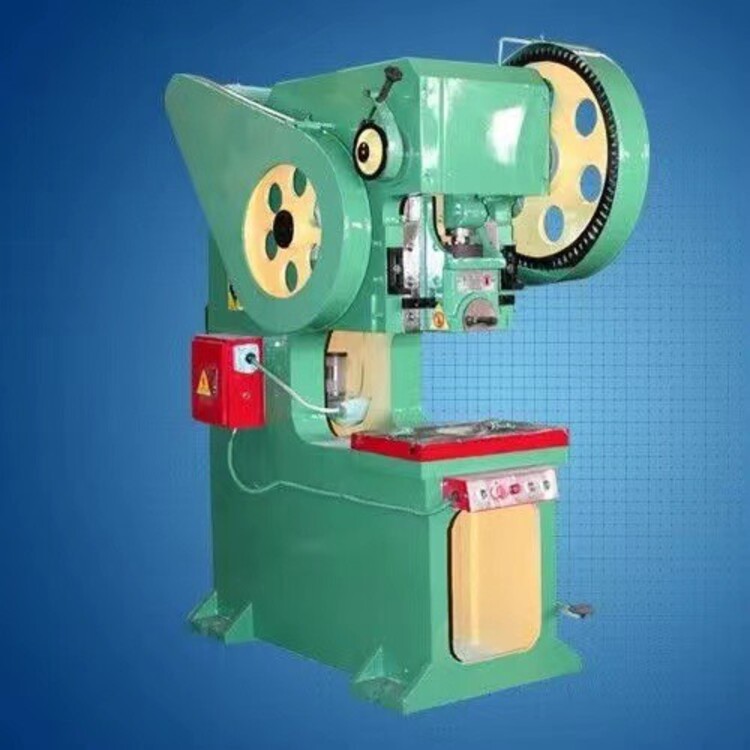
冲床单工序模是在压力机一次行程中只完成一道工序的冲模。废料切刀有两种组合冲模是按几何要素(直线、角度、圆弧、孔)逐副逐步形成各种冲件的通用、可调式成套冲模。平面状冲件的外形轮廓一般需要几副组合冲模分次冲成。始用挡料销(板)是供材料起始端部送进时定位用的零件。拼块是组成一个完整凹模、凸模、卸料板或固定板等的各个拼合零件。挡块。挡块(板)一般与侧刃配合使用的。
由于冲床具有速度快、压力大的特点,因此采用冲床作冲裁、成型遵守一定的安全规程。
1.暴露于压机之外的传动部件,安装防护罩,禁止在卸下防护罩的情况下开车或试车。
2.开车前应检查主要紧固螺钉有无松动,模具有无裂纹,操纵机构、自动停止装置、离合器、制动器是否正常,润滑系统有无堵塞或缺油。必要时可以开空车做试验。
3.安装模具将滑块开到下死点,闭合高度正确,尽量避免偏心载荷;模具紧固牢靠,并经过试压检查。
4.工作中注意力要集中,严禁将手和工具等物件伸进危险区内。小件一定要用工具(镊子或送料机构)进行操作。模具卡住坯料时,只准用工具去解脱。
5.发现压床运转异常或有异常声响,(如连击声、爆裂声)应该立即停止送料,检查原因。如系转动部件松动、操纵装置失灵、模具松动及缺损,应停车修理。
6.每冲完—个工件时,手或脚离开按钮或踏板,以防止误操作。
7.两人以上操作时,应定人开车,注意协调配合好。下班前应将模具落靠,断开电源,并进行必要的清扫。
工作前
⑴检查各部分的润滑情况,并使各润滑点得到充分的润滑
⑵检查模具安装是否正确可靠;
⑶检查压缩空气压力是否在规定的范围内
⑷检查各开关按钮是否灵敏可靠,务必要使飞轮和离合器脱开后,才能开启电机;
⑸使压力机进行几次空行程,检查制动器,离合器及操纵部分的工作情况
⑹检查主电机有无异常发热、异常震动、异常声音等
⑺用手动油泵对滑块加入锂基酯油
⑻检查调整送料器滚轮间隙至工艺要求
⑼检查并保持油雾器油量达到规定要求
⑽电机开动时,应检查飞轮旋转方向是否与回转标志相同。
维修人员也应注意制动、离合器的摩擦片之间如果间隙过大的表现是:压缩空气用量增大,冲压机滑块出现爬行状态,严重时会出现一次操作滑块连续动作的情况,这是不允许发生的。那么如果调整间隙过小,制动、离合器的摩擦片会发出摩擦声、发热、电动机电流上升等现象,还会造成回程弹簧的损坏。(正常间隙标准1.5~3.0mm)。
机床压缩空气管线发生漏气时会造成压力低下从而影响机床动作会发生不良,所以及时修理。再有压缩空气的含水量也应控制(可加装空气过滤干燥脱水装置),它是机床电磁阀、汽缸等装置发生动作迟缓和锈蚀的重大诱因。








