卡盘与尾座之间载重>2T控制方式工控机+3轴控制系统激光功率3000-20000W激光波长900-1100nm夹持长度3000mm品牌国盛激光主轴转速0-100r/min卡盘直径 500mm运输方式物流发货地西安送粉方式同轴负压气载式送粉激光器半导体/光纤激光器聚焦光斑圆形光斑、方形光斑冷却方式智能双温双控,20-40℃
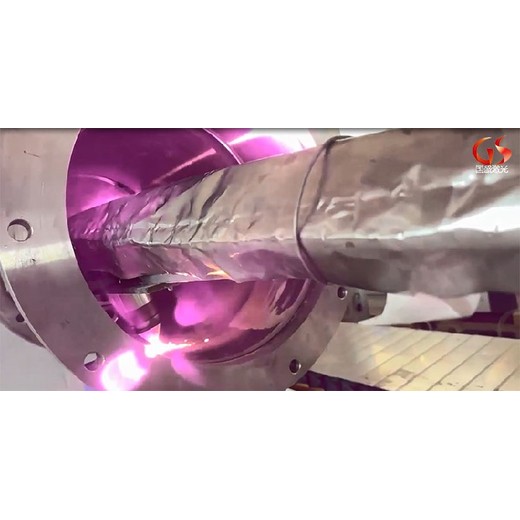
激光熔覆机的主要特点:
1.冷却速度快(高达106K/s),属于快速凝固过程,容易得到细晶组织或产生平衡态所无法得到的新相,如非稳相、非晶态等。
2.涂层稀释率低(一般小于5%),与基体呈牢固的冶金结合或界面扩散结合,激光熔覆机通过对激光工艺参数的调整,可以获得低稀释率的良好涂层,并且涂层成分和稀释度可控;
3.激光熔覆机热输入和畸变较小,尤其是采用高功率密度快速熔覆时,变形可降低到零件的装配公差内。
4.粉末选择几乎没有任何限制,特别是在低熔点金属表面熔敷高熔点合金;
5.激光熔覆机熔覆层的厚度范围大,单道送粉一次涂覆厚度在0.2-2.0mm,
6.能进行选区熔敷,材料消耗少,具有的性能价格比;
7.光束瞄准可以使难以接近的区域熔敷;
8.激光熔覆机工艺过程易于实现自动化。

西安国盛激光是一家从事自动化激光熔覆设备、高速激光熔覆设备、激光淬火设备、激光焊接设备、3D打印设备的研发、制造、销售于一体的高科技企业。为客户提供结构功能一体化激光增材制造技术的全套解决方案。
我公司研发的增材制造成套设备是集光、机、电一体化的集成系统,采用的半导体/光纤激光器,配备冷却系统,控制系统、 智能送粉系统、除尘系统、光路保护系统等,组成多附加轴联动柔性 ,加工系统。加工、稳定性好、操作安全、外形紧凑、布局合理, 满足金属工件激光表面改性、再制造等制造工艺要求。广泛用于 电力、能源、交通、、冶金、矿山、机械制造、石油化工磨具等领域。

高速激光熔覆过程中容易出现的问题及原因分析
(1)脱皮
这是由于基体没有形成熔池,粉末与基体没有冶金结合,可能的原因有:功率过低;粉量过大;线速度过快;工件表面有油污或电镀层等。
(2)裂纹
涂层出现裂纹的原因有:基体硬度过高(淬火、渗碳/氮);基体有疲劳层;粉末硬度过高等。镍基粉末容易出现裂纹;硬度高的粉末多层熔覆时,也会出现裂纹。
(3)气孔
涂层出现气孔的原因有:基体有锈迹油污;粉末有杂质;粉流不稳;粉量过大;功率不够;或线速度过大等。
(4)浮粉多,涂层无金属光泽
可能的原因有:粉量过大;功率过小;线速度过快;喷嘴高度过高;激光光斑过小;镜片污染等。
(5)磨抛后出现麻点
可能的原因有:功率不够;粉量过大;线速度过快等。
(6)涂层出现斜皱纹
可能的原因有:功率过大;熔池温度过高;粉末过度液化。
(7)喷嘴粘粉
可能的原因有:粉末弹射太高;铜头温度过高;喷嘴工作距离过低,喷嘴表面太粗糙或污染(建议抛光处理)。熔覆头偏离中心放置,有利于减少粘粉现象。
(8)堵粉
可能的原因有:粘粉没有及时清除;粉末流动性不好;粉末有杂质或粉末受潮(要烤干)等。在多路送粉时,各路送粉不均等是堵粉的重要原因。
(9)熔覆时有滋滋声
可能的原因有:粉末受污染;粉末受潮;基体不干净等。功率密度过大也会导致熔池金属气化,产生熔覆噪声。这些问题会影响涂层防腐性。
(10)熔覆火花飞溅
可能的原因有:线速度过大;功率密度过大;功率和粉量不匹配;气流量过大等。
(11)粉流不稳,进而导致涂层不平整
粉流不稳的原因有:刮板磨损大;送粉通道堵塞;气流过小;送粉器密封圈处密封不好或送粉管破损等导致漏气等。
(12)熔覆效率下降(涂层厚度变薄)
可能的原因:保护镜污染;刮板磨损;工作距离不合适;出粉孔被磨大,粉流变粗;激光功率下降等。