关键词 |
ST1600钢丝绳输送带 |
面向地区 |
全国 |
ST1600钢丝绳输送带的钢丝之间的其间不应加垫片。第 13.2 .4 条轴瓦与轴承座应接触良好。应紧密接触,其间不应加垫片。第 13.2 .4 条轴瓦与轴承座应接触良好。
ST1600钢丝绳输送带的卷筒和制动盘现场焊接时,焊条牌号和焊缝接头型式及等级应符合设备技术文件的规定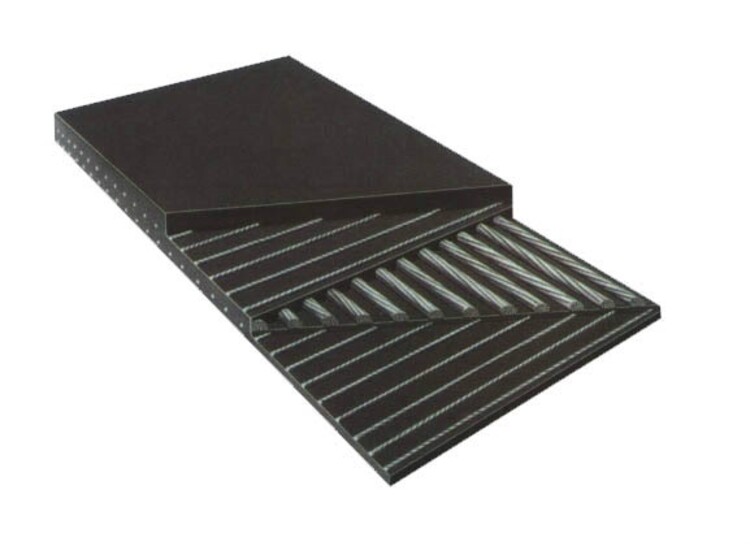
ST1600钢丝绳输送带的接地线置于被焊接的卷筒上第 13.2.9条主轴装置组装和主轴调子合格后,方可对轴承梁进行灌浆。
ST1600钢丝绳输送带的固定卷筒与其两个支轮的连接摩擦面,制动盘与卷筒的结合面均应清洗洁净;当结合面涂有富锌漆增摩剂
ST1600钢丝绳输送带的卷筒对接处的间隙不应大于 2mm,运输皮带时,皮带机的螺栓应均匀拧紧,防止皮带跑偏 ;
ST1600钢丝绳输送带的主轴轴颈与下轴瓦的接触角宜为90°~120°;沿轴向接触长度不应小于轴瓦长度的3/4
第 13 2.7条切向键与键槽的配合应紧密,工作面的接触面积不应小于总面积的 60%,挡键板应与键靠紧,并不应有间隙。
输送机的的出绳孔不应有棱角和毛刺;高强度输送带的螺栓的连接应符合设备技术文件的规定;
ST1600钢丝绳输送带的两半轮毂连接
ST1600钢丝绳输送带接合面应对齐,其接触应紧密,接合面之间不得加垫片;纵向和横向的安装水平均不应大于0 15 /1000