关键词 |
1370立式加工中心 |
面向地区 |
全国 |
动力类型 |
机械传动 |
布局形式 |
立式 |
界面语言 |
中文 |
是否库存 |
是 |
适用行业 |
通用 |
类型 |
立式加工中心 |
立式加工中心分类
依据导轨分类
依据立式加工中心各轴导轨的形式可分硬轨及线轨。硬轨适合重切削,线轨运动更灵敏。
依据转速分类
立式加工中心主轴转速6000-15000rpm为低速型,18000rpm以上为高速型。
依据结构分类
依据立式加工中心的床身结构可分为C型及龙门型。
立式加工中心是指主轴为垂直状态的加工中心,其结构形式多为固定立柱,工作台为长方形,无分度回转功能,适合加工盘、套、板类零件,它一般具有三个直线运动坐标轴,并可在工作台上安装一个沿水平轴旋转的回转台,用以加工螺旋线类零件。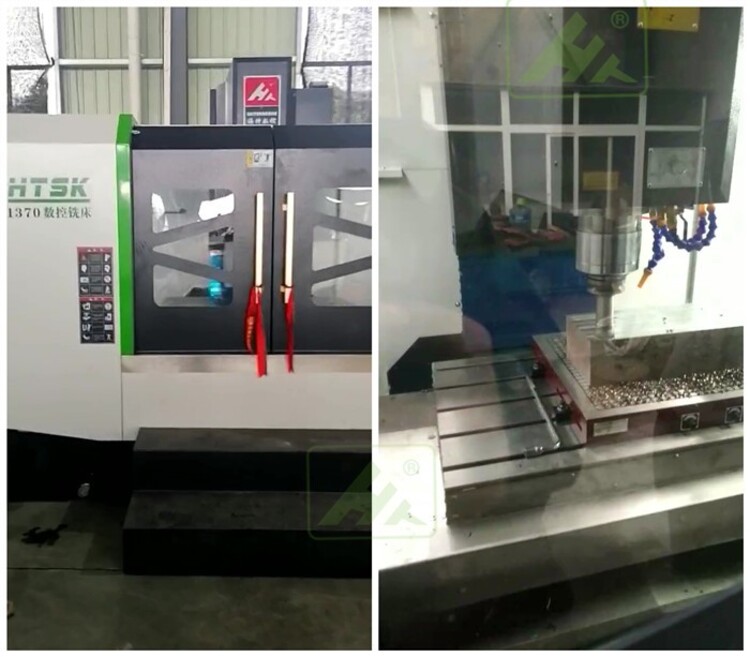
加工中心按加工精度分:有普通加工中心和加工中心。普通加工中心,分辨率为1μm,大进给速度15~25m/min,定位精度l0μm左右。加工中心、分辨率为0.1μm,大进给速度为15~100m/min,定位精度为2μm左右。介于2~l0μm之间的,以±5μm较多,可称精密级。
线轨立式加工中心在钢件粗糙度值规定很大时,在加工工艺系统软件弯曲刚度容许的状况下尽量使背吃走刀的量的值大一些,以降低走刀频次,便于提升生产效率;在钢件粗糙度值规定较钟头,可分粗铣、半精铣和精铣三步开展。一般来说半精铣时的进给量为0.5~1.b250m,精铣时的进给量为0.2~0.毫米。
山东海特数控1370立式加工中心可选配BT40标配皮带8000转,也可选配直连12000转。另外如果选配BT50主轴的,转速标配6000转,也可选配8000转。
系统选配发那科,三菱、西门子新版本
所有CNC系统经过二次优化,增加机床床身刚性及反应速度提高加工效率。
采用英国雷尼绍激光干涉仪,球杆仪,直准仪,动平衡检测校准。
整机严格执行72小时拷机跑合及综合尺寸试件,加工合格后方可出厂。
数控加工中心的配置通常包括以下几个方面:
机床配置:数控加工中心通常由机床本体、主轴、进给系统、刀库等组成。机床本体通常具有三轴或四轴控制,可以实现在X、Y、Z轴上的移动和定位。主轴用于驱动刀具进行切削。进给系统用于控制刀具的进给速度和进给量。刀库通常用于存放不同类型和规格的刀具,以便根据加工需求进行刀具更换。
控制系统:数控加工中心通常采用数控系统进行控制和编程。数控系统通常包括数控主机、数控操作面板、编程软件等。数控主机用于接收和解析加工程序,并控制机床进行相应的动作。数控操作面板用于操作和监控数控系统的运行状态。编程软件用于编写和编辑加工程序,通常采用G代码和M代码进行描述。
刀具系统:数控加工中心通常配备多种类型和规格的刀具,以满足不同的加工需求。常见的刀具有铣刀、钻头、铰刀等。刀具系统通常包括刀具夹持装置、刀具测量装置等。
自动换刀系统:数控加工中心通常配备自动换刀系统,可以实现刀具的自动更换。自动换刀系统通常包括刀库、刀具传感器、刀具刀座等。
冷却系统:数控加工中心通常需要进行冷却和润滑,以加工过程的稳定性和刀具寿命。冷却系统通常包括冷却液箱、冷却泵、冷却管道等。
工件夹持系统:数控加工中心通常需要对工件进行夹持,以加工的精度和稳定性。工件夹持系统通常包括工件夹具、夹具传感器等。
编程和操作软件:数控加工中心通常配备编程和操作软件,以便进行加工程序的编写和编辑,以及机床的操作和监控。常见的软件有CAM软件、CAD软件、CNC编程软件等。
以上是数控加工中心的一般配置,具体的配置可以根据加工需求和预算进行选择和定制。