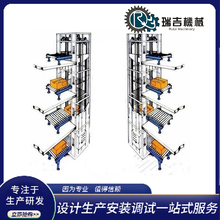
采用的处理算法,实现了输送带纵向撕裂损伤的定位和新旧损伤的识别,并能实现裂纹在线识别提取,并根据检测结果实现预警或停机。

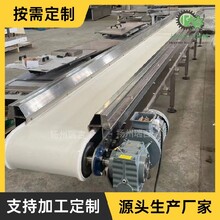
输送带初期成槽性不好,一般使用数日后即能消除。如长时间仍有此现象,应按自动调中心辊。不可调时需更换输送带。上盖胶出现划伤,撕裂剥离,异常磨损现象。

输送带机跑偏主要原因:主动滚筒、改向滚筒中心线及中间托辊支架两侧托辊支撑点的连线与带式输送机长度方向的中心线不垂直从而给输送带带来一个侧向运动的力,使得输送带跑偏。

建议大家应该先检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。
-/gbagbff/-