关键词 |
槽钢打孔机,槽钢切断打孔机,角钢打孔机,冲剪机 |
面向地区 |
全国 |
剪切刀具、刃口应保持锋利,刃口变钝或有崩裂现象,应及时更换4 剪切钢板、圆钢、方钢。型钢时压紧 5 剪切或冲孔时,严禁用手抚摸转动的机件表面,严禁测量工件,不得用手直接清理边角料。
操作者离开机床时停车,再开车时,要检查各部位手柄的原位置应无变动。 7) 不准剪切叠合板料,不准剪切压不紧的狭窄板料和短料。 8)两人或多人协同作业时,有一人统一指挥,动作一致。 9)入料时,手指离开刀口200mm 以外,小件要用工具。三、异常及紧急情况的处理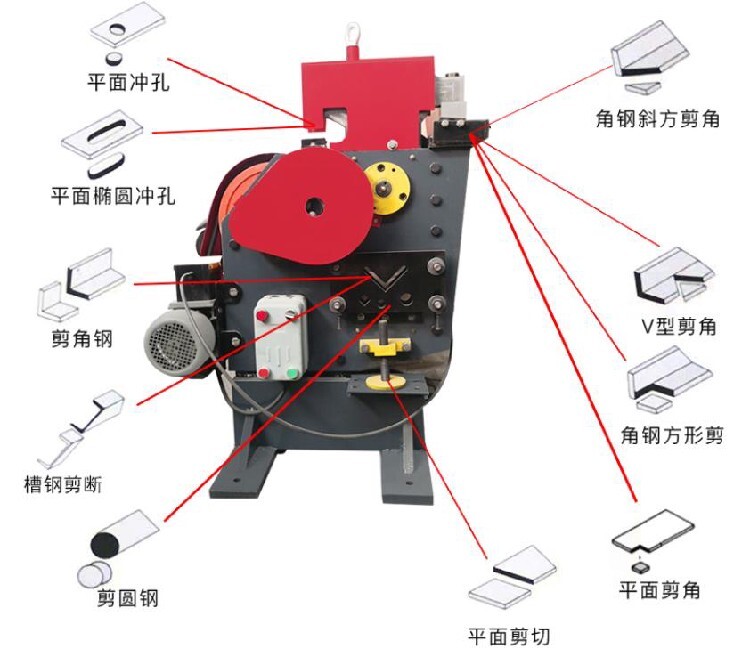
停机后续工作 1关闭电源,清理工作场地。 检查设备,确保设备状态完好,按要求进行日常维护保养。 冲剪部位 1、冲孔部位 冲孔部位缺料装置配有大范围的可视窗,旋转设计便于操作,两块较大的带标尺的挡料板作为标准配件。快速换膜的螺母及螺套便于更换上下模
模剪部位 特的设计使得该部位对角钢和扁钢加工剪切电器连锁安全防护操作者大的安全,通风的防护装置确保操作者大视力范围。三个挡块确保定位 3、角钢剪切部位 角钢剪切部位利用角钢剪切刀片可从上端和下端作45度角钢剪切。菱形刀片确保的剪切,即: 小变形和剪切材料的损失,从和底部可作45度剪切。圆钢、方钢剪切部位具有多个不同尺寸的孔,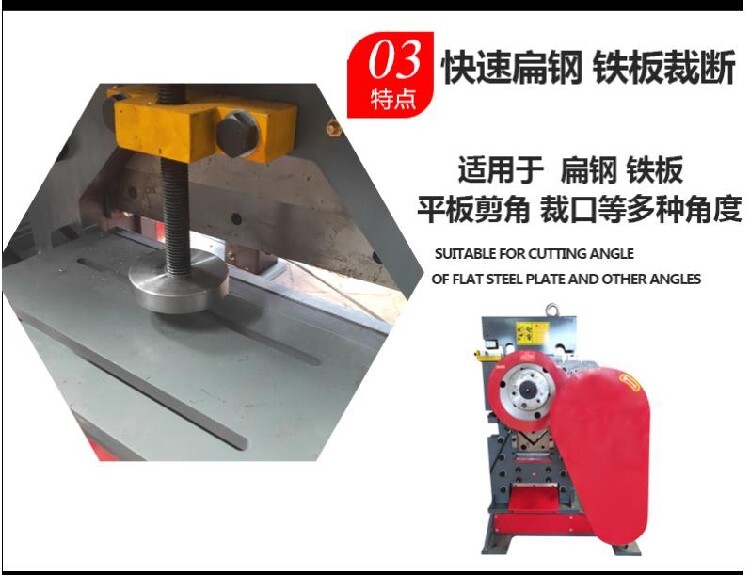
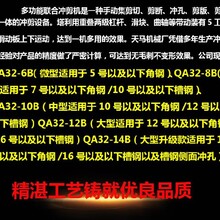
怎么知道冲剪机质量如何: 冲剪机一般可分为双联动冲剪机以及普通型联合冲剪机; 冲剪机的质量考察可以按照以下步骤来查看是否符合要求: 1、,设备刀板表面不应凹凸不平,门和盖的结合处要平整。联合冲剪机所有部件都应有打底并涂上漆,涂漆后的表面要平整光滑,色调均匀,不能有褶皱和附着物; 2、其次,齿轮处应该加上润滑油。用手搬动刀板,查看各部分是否能够正常运转。假如一切正常,可以开动电击,空转查看是否也能运转,二到四小时查看轴承的温度是否低于65度; 3、后,联合冲剪机负荷运转,如果部件正常无异声,温度低于65度,润滑正常,常识负荷切剪,查看是否正常;
本实用新型公开一种角钢切断机,包括角钢切断装置,角钢切断装置包括安装在机架上的下底座和上冲头,上冲头与液压系统连接,下底座上设置有与角钢相配的 V 型凹槽,上冲头上设置有与凹槽相配的V型切刀,所述V型切刀的刀刃为锯齿状,在上冲头对应的机架两侧均设置有限位槽,上冲头卡进限位槽内,与上冲头接触的限位槽的两个凹面内嵌设有滚轮,滚轮的外缘伸出限位槽的凹面外与上冲头接触,