






关键词 |
云南制作大型输送机,重庆大型输送机,大型输送机作用,销售大型输送机 |
面向地区 |
全国 |
我们一般会根据带式输送机的使用场所,工作环境,技术性能及输送物料种类等多方面的不同,以满足多种作业工况的形式,除较多采用的通用皮带输送机外,还有多种新型结构的特种胶带输送机,其中具有代表性的主要有:大倾角带式机,深槽带式机以及压带式机,管状带式,气垫带式,平面转弯带式,线摩擦式,波状挡边输送带式运输机械等,进行细化又可存在多种分类方式,现作以下介绍:
按用途分类,有通用移动式,井下选用式,露天矿用固定式,特种结构式,可移置式输送机,装载机转载功能式,大倾角式输送机等,一般来说短距离厂内运输机可以完成水平,上运或者下运,可逆花纹式皮带机可以用于双向输送物料,悬臂机通常安装在堆料机上,并可回转,以实现排土或布料的作用,而由门架支撑的高架机通常配合其他散料处理设备共同使用,例如在水电建设中的应用,可配置标准中间框架,该机架设置在轨枕上,可便于移置;
按运输物料的类别来分类,有一般松散物料用的,坚硬物料用的以及单件物料用的皮带输送机等,按橡胶运输带承载段的位置来分类,包括皮带承载段在上面的和承载段在下面的以及同时承载段在上下面的双向输送机三种类型,使用双向输送机可以分别在上分支和下分支输送物料,但为了保持物料接触面不产生改变,需要对橡胶带进行定期翻转。
缺点:
1、空载功率消耗较大,为总功率的30%左右。
2、不宜长距离输送。
3、易发生掉链、跳链事故。
4、消耗钢材多。成本大。
(3)滚筒输送机
滚筒输送机可以沿水平或较小的倾斜角输送具有平直底部的成件物品,如板,棒,管,型材,托盘,箱类容器及各种工件。对于非平底物品及柔性物品可借助托盘实现输送。具有结构简单,运转可靠,维护方便,经济,节能等特点,的是他与生产工艺过程能较好地衔接和配套,并具有功能的多样性。
输送机挡板的2种穿孔工艺
(1)爆破穿孔:(Blast drilling),材料经连续激光的照射后在中心形成一凹坑,然后由与激光束同轴的氧流很快将熔融材料去除形成一孔。一般孔的大小与板厚有关,爆破穿孔平均直径为板厚的一半,因此对较厚的板爆破穿孔孔径较大,且不圆,不宜在要求较高的零件上使用(如石油筛缝管),只能用于废料上。此外由于穿孔所用的氧气压力与切割时相同,飞溅较大。
(2)脉冲穿孔:(Pulse drilling)采用高峰值功率的脉冲激光使少量材料熔化或汽化,常用空气或氮气作为辅助气体,以减少因放热氧化使孔扩展,气体压力较切割时的氧气压力小。每个脉冲激光只产生小的微粒喷射,逐步深入,因此厚板穿孔时间需要几秒钟。
一旦穿孔完成,立即将辅助气体换成氧气进行切割。这样穿孔直径较小,其穿孔质量优于爆破穿孔。为此所使用的激光器不但应具有较高的输出功率;更重要的时光束的时间和空间特性,因此一般横流CO2激光器不能适应激光切割的要求。此外脉冲穿孔还须要有较可靠的气路控制系统,以实现气体种类、气体压力的切换及穿孔时间的控制。
焊接方法
输送机支架焊条电弧焊的焊接方法 [8]
(1)引弧
划擦法---先将焊条对准焊件,再将焊条像划火柴似的在焊件表面轻轻划擦,引燃电弧,然后迅速将焊条提起2-4mm,并使之稳定燃烧,
敲击法---将焊条末端对准焊件,然后手腕下弯,使焊条轻微碰一下焊件,再迅速将焊条提起2~4mm,引燃电弧后手腕放平,使电弧保持稳定燃烧。这种引弧方法不会使焊件表面划伤,又不受焊件表面大小、形状的限制,所以是在生产中主要采用的引弧方法。但操作不易掌握,需提高熟练程度。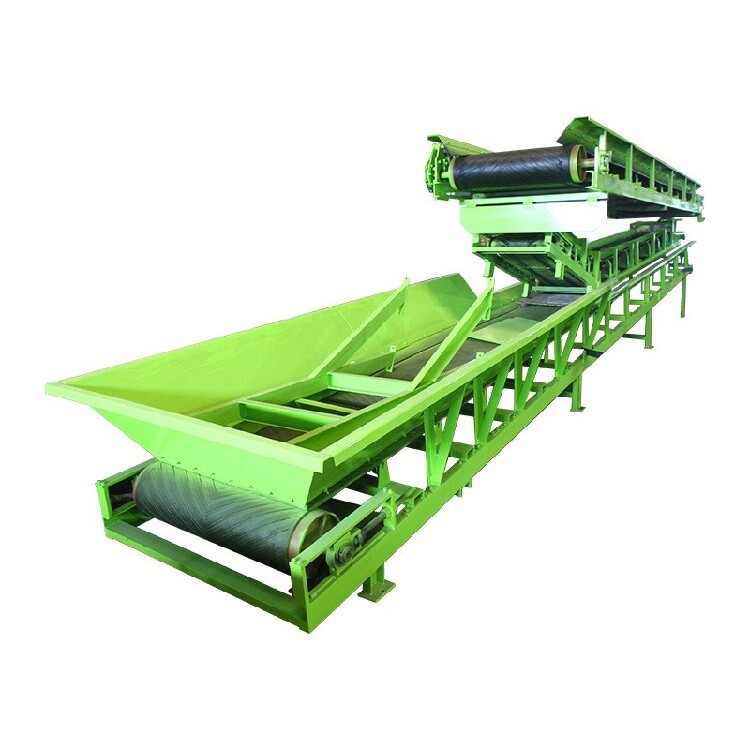
带式输送机运行时输送带跑偏是常见的故障之一。跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。 另外,带子接头要正确,两侧周长应相同。
在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:
(1)检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。
(2)检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。
(3)检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。
如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置。
输送机的常见故障及处理方法如下:
1、常见故障:电动机不能起动或起动后就立即慢下来。
故障原因分析:a线路故障;b电压下降;C接触器故障;d在1.5秒内连续操作。
处理方法:检查线路;检查电压;检查过负荷电器;减少操作次数。
2、常见故障:电动机发热;
故障原因分析:由于超载、超长度或输送带受卡阻,使运行阻力增大,电动机超负荷运行;由于传动系统润滑条件不良,致使电动机功率增加;电动机风扇进风口或径向散热片中堆积粉尘,使散热条件恶化。
处理方法:测电动机功率,找出超负荷运行原因,对症处理;各传动部位及时补充润滑;清除粉尘。
3、常见故障:满负荷时,液力偶合器不能传递额定力矩
故障原因分析:液力偶合器油量不足。
处理方法:加油(当双电机驱动时,用电流表测量两电动机。通过调查充油量使功率趋向一致。)
5、常见故障:减速器过热
故障原因分析:减速器中油量过多或太少;油使用时间过长;润滑条件恶化,使轴承损坏。
处理方法:按规定量注油;清洗内部,及时换油修理或更换轴承、改善润滑条件。
6、常见故障:输送带跑偏
故障原因分析:机架、滚筒没有调整平直;托辊轴线与输送带中心线不垂直;输送带接头与中心线不垂直,输送带边呈S型;装载点不在输送带中央(偏载)。















