






产品别名 |
手持式激光焊接机,2000W手持激光焊接机,手持自动送丝激光焊接机,手持激光焊接机厂家 |
面向地区 |
全国 |
因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。
在八十年代初期,激光焊以其特的优点进入粉末冶金材料加工领域,为粉末冶金材料的应用开辟了新的前景,如采用粉末冶金材料连接中常用的钎焊的方法焊接金刚石,由于结合强度低,热影响区宽特别是不能适应高温及强度要求高而引起钎料熔化脱落,采用激光焊接可以提高焊接强度以及耐高温性能。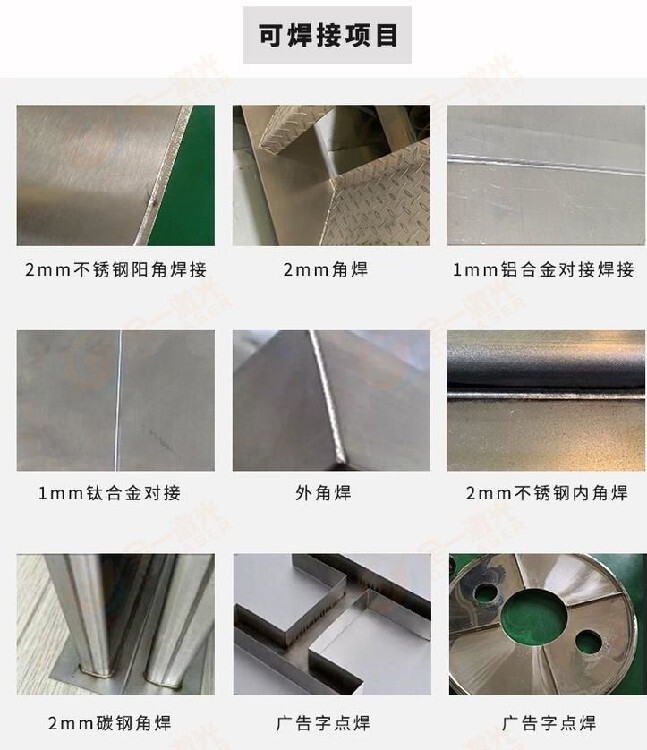
20世纪80年代后期,千瓦级激光成功应用于工业生产,而今激光焊接生产线已大规模出现在汽车制造业,成为汽车制造业的成就之一。欧洲的汽车制造厂早在20世纪80年代就率先采用激光焊接车顶、车身、侧框等钣金焊接,90年代美国竟相将激光焊接引入汽车制造,尽管起步较晚,但发展很快。意大利在大多数钢板组件的焊接装配中采用了激光焊接,日本在制造车身覆盖件中都使用了激光焊接和切割工艺,高强钢激光焊接装配件因其性能优良在汽车车身制造中使用得越来越多,根据美国金属市场统计,至2002年底,激光焊接钢结构的消耗将达到70000t比1998年增加3倍。
根据汽车工业批量大、自动化程度高的特点,激光焊接设备向大功率、多路式方向发展。在工艺方面美国Sandia国家实验室与PrattWitney联合进行在激光焊接过程中添加粉末金属和金属丝的研究,德国不莱梅应用光束技术研究所在使用激光焊接铝合金车身骨架方面进行了大量的研究,认为在焊缝中添加填充余属有助于消除热裂纹,提高焊接速度,解决公差问题,开发的生产线已在工厂投入生产。
在20世界70年代以前,由于高功率连续波形(CW)激光器尚未开发出来,所以研究集中在脉冲激光焊接(PW)上。早期的激光焊接研究实验大多数是利用红宝石脉冲激光器,1ms脉冲典型的峰值输出功率Pm为5KW左右,脉冲能量为1~5J,脉冲频率就小于等于1赫兹。当时虽然能够活的较高的脉冲能量,但这些激光器的平均输出功率P却相当低,这主要是由激光器很低的工作效率和发光物质的受激性状决定。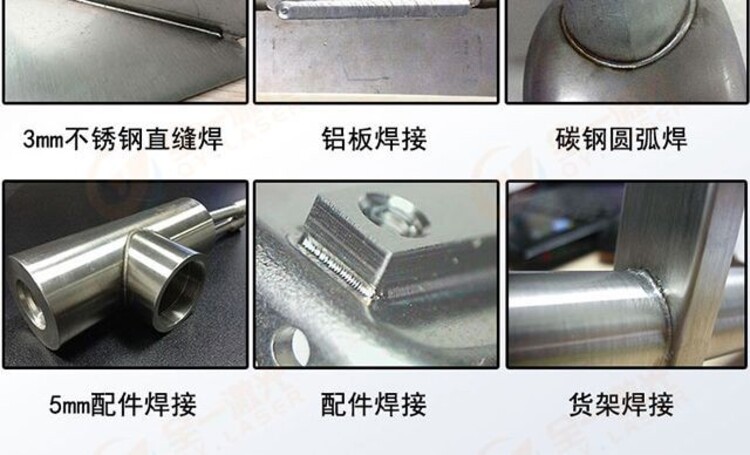
激光器由于具有较高的平均功率,在它出现之后很快就成为点焊和缝焊的优选设备,其焊接过程是通过焊点搭接而进行的,直到1KW以上的连续功率波形激光器诞生以后具有真正意义的激光缝焊才得以实现。








