关键词 |
通州定做流水线设备,天宁定制流水线设备,宜兴定制流水线新优惠价,通州生产流水线设备 |
面向地区 |
全国 |
加工定制 |
是 |
类型 |
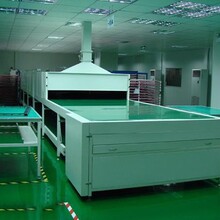
皮带输送线 |
皮带跑偏调整方法之调整驱动滚筒与改向滚筒位置。
驱动滚筒与改向滚筒的调整是皮带跑偏调整的重要环节。因为一条皮带输送机至少有2到5个滚筒,所有滚筒的安装位置垂直于皮带输送机长度方向的中心线,若偏斜过大必然发生跑偏。其调整方法与调整托辊组类似。
对于头部滚筒如皮带向滚筒的右侧跑偏,则右侧的轴承座应当向前移动,输送机的皮带向滚筒的左侧跑偏,则左侧的轴承座应当向前移动,相对应的也可将左侧轴承座后移或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。经过反复调整直到皮带调到较理想的位置,在调整驱动或改向滚筒前好准确安装其位置。
输送机使用前须检查各运转部分、胶带搭扣和承载装置是否正常,防护设备是否。胶带的张紧度须在启动前调整到合适的程度。
皮带输送机应空载启动。等运转正常后方可入料。禁止先入料后开车。
有数台输送机串联运行时,应从卸料端开始,顺序起动。全部正常运转后,方可入料。