






关键词 |
大型输送机,成都大型输送机,大型输送机操作流程,云南大型大型输送机 |
面向地区 |
全国 |
刮板输送机流水线的介绍(优点及缺陷):
用刮板链牵引,在槽内运送散料的输送机叫刮板输送机。按刮板输送机溜槽的布置方式和结构,可分为并列式及重叠式两种,按链条数目及布置方式,可分为单链、双边链、双中心链和三链4种。
刮板输送机的相邻中部槽在水平、垂直面内可有限度折曲的叫可弯曲刮板输送机。其中机身在工作面和运输巷道交汇处呈90度弯曲设置的工作面输送机叫“拐角刮板输送机”。
在当前采煤工作面内,刮板输送机的作用不仅是运送煤和物料,而且还是采煤机的运行轨道,因此它成为现代化采煤工艺中不可缺少的主要设备。刮板输送机能保持连续运转,生产就能正常进行。否则,整个采煤工作面就会呈现停产状态,使整个生产中断。
各种类型的刮板输送机的主要结构和组成的部件基本是相同的,它由机头、中间部和机尾部等三个部分组成。
此外,还有供推移输送机用的液压千斤顶装置和紧链时用的紧链器等附属部件。机头部由机头架、电动机、液力偶合器、减速器及链轮等件组成。中部由过渡槽、中部槽、链条和刮板等件组成。机尾部是供刮板链返回的装置。重型刮板输送机的机尾与机头一样,也设有动力传动装置,从安设的位置来区分叫上机头与下机头。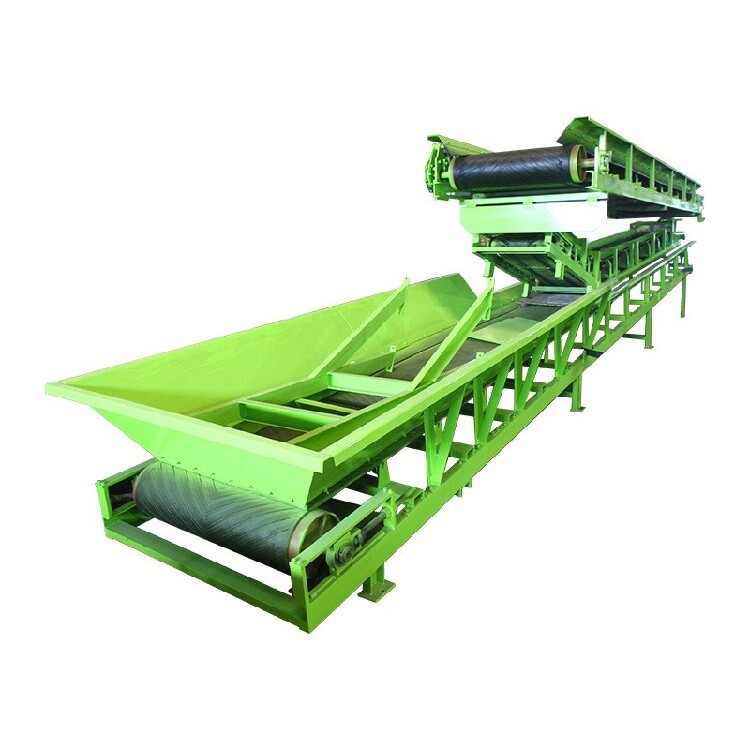
输送机调试步骤
(1) 各设备安装后精心调试输送机,满足图样要求。
(2) 各减速器,运动部件加注相应润滑油。
(3) 安装输送机达到要求后各单台设备进行手动工作试车,并结合起来调试输送机以满足动作的要求。
(4) 调试输送机的电气部分。包括对常规电气接线及动作的调试,使设备具备良好性能,达到设计的功能和状态。
带式输送机运行时输送带跑偏是常见的故障之一。跑偏的原因有多种,其主要原因是安装精度低和日常的维护保养差。安装过程中,头尾滚筒、中间托辊之间尽量在同一中心线上,并且相互平行,以确保输送带不偏或少偏。 另外,带子接头要正确,两侧周长应相同。
在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:
(1)检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。
(2)检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。
(3)检查物料在输送带上的位置。物料在输送带横断面上不居中,将导致输送带跑偏。
如果物料偏到右侧,则皮带向左侧跑偏,反之亦然。在使用时应尽可能的让物料居中。为减少或避免此类输送带跑偏可增加挡料板,改变物料的方向和位置。
| 主营行业:破碎剪 |
| 公司主营:撕碎机,破碎机 |
| 主营地区:全国 |
| 企业类型:私营股份有限公司 |
| 公司成立时间:2022-05-05 |
| 经营模式:服务型 |
| 公司邮编:610000 |

















