EQY-112-90汽车变速箱后面孔系钻削组合机床设计
多轴箱装配图.dwg
加工工序图.dwg
加工示意图.dwg
夹具装配图.dwg
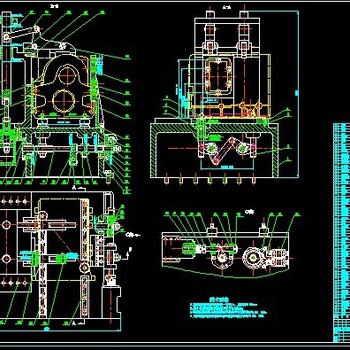
联系尺寸图.dwg
原始依据图1.dwg
EQY-112-90汽车变速箱后面孔系钻削组合机床设计.doc
本次的设计题目为EQY-112-90汽车变速箱后面孔系钻削组合机床设计。汽车变速箱零件上的孔数多,如果采用普通的钻床加工效率低,精度也比较低。特别是对于生产批量大的工件,采用的钻孔组合机床能提高生产率和精度。是组合机床的总体设计,包括制定工艺方案、确定机床配置形式、制订影响机床总体布局和技术性能的主要部件的结构方案。主要工作是“三图”(加工零件工序图、加工示意图和机床联系尺寸总图)的设计和绘制,这些是组合机床设计的基础。机床联系尺寸图有很多是标准组件,如动力滑台、侧底座等。再来就是技术设计,主要是多轴箱装配图、夹具设计及其装配图。机床多轴箱设计,是本次设计的。多轴箱中各个轴的选择和分布是为关键的也是难点之一,这要根据被加工零件的结构特点及所要加工孔的情况合理地布置各个主轴及传动轴。此外,通过计算各轴工作时所要的功率、扭矩合理地设计各个轴的大小。由于组合机床的自动化程度较高,因而组合机床的夹具和通用机床的夹具是有所不同的,因此采用液压机构进行夹紧,并采用连动销定位。
关键词:组合机床,多轴箱,夹具。
工艺方案的拟订
工艺方案的拟订是组合机床设计的关键一步,因为工艺方案在很大程度上决定了组合机床的结构配置和使用性能。工艺方案的制定原则:
(1)粗、精加工工序的安排 根据零件的生产批量、加工精度、技术要求进行全面的分性,按照经济的原则,合理安排粗加工与精加工的工序。一般在大批大量生产中,粗、精加工宜分开,但这将使机床的台数增多。当工件生产批量不大时,由于机床负荷率低,则经济性不好。因此,在能够加工精度的前提下,有时也采用粗、精加工合并在一台机床上的方案,但采取措施,尽量减少由此带来的不利影响。
(2)工序集中与分散的处理 工序集中是机械加工近代的主要发展方向之一。组合机床也正是基于工序集中的工序原则发展起来的,即运用多种不同的刀具,采用多面、多工位和复合刀具等方法,在一台机床上对一个或几个零件完成复杂的工艺过程,从而提高生产的效率。
但也应当看到,工序过分集中也会带来一些问题:使机床结构复杂,刀具数量增多,机床大而笨重,调整使用不便,可靠性降低,反而影响生产效率的提高。也会导致切削负荷加大,往往由于工件的刚性不足及变形等影响加工精度。
因此,提高工序集中程度,应该注意:考虑单一工序。即把相同工艺内容的工序集中在同一台机床上或同一工位上加工。例如,通常把箱体零件上的大量螺纹孔攻丝工序集中在一台攻丝机床上,而不与大量钻、镗工序集中在同一个主轴箱或同一台机床上进行,这样会使机床更为简单合理。相互间有位置精度要求的工序应集中在同一工位或同一台机床上加工。例如,箱体类零件各面上的孔,相互间有位置精度要求时,其孔的精加工应集中在一台机床上一次装夹并完成加工,一般说来,这些孔的粗加工也应尽量集中在一台机床上进行,这可以使的精加工余量分布均匀,以利于加工精度。大量的钻、镗工序好分开,不要集中在同一主轴箱完成。这是因为,钻孔与镗孔的直径往往相差很大,主轴转速也就相差很大,导致主轴箱的传动链复杂和设计困难。同时,大量钻孔会产生很大的轴向力,有可能使工件变形而影响了镗孔的精度;而且,粗镗孔振动较大,又会影响钻孔,甚至会造成小钻头的损坏和折断。另外,铰孔为低速大进给量切削,镗孔为高速小进给量切削,所以两者也不宜放在同一个主轴箱上进行,以有利于切削用量的合理选择和主轴箱传动系统的简化。
确定工序集中时,充分考虑零件是否会因为刚性不足而在较大的切削力、夹压力下变形对加工精度带来的不利影响。
工序集中时,考虑到前述粗、精加工工序的合理安排及由于主轴箱结构及设置导向的需要。主轴排列不宜过密,否则会造成机床、刀具调整的不便,加工精度、工作可靠性、生产率降低的不良后果。
3.2被加工零件的工艺分析及其工艺方案
3.2.1 被加工零件的结构特点
要研究被加工零件的用途及其结构特点,这主要指零件的材料、硬度、加工部位的结构形状、工件刚性、定位基准的特点等。它们对机床工艺方案的制定有着重要的影响。同样精度的孔,因为材料、硬度的不同,其工艺方案也不同,若工件刚性不足,安排工序就不能太过于集中,以免因同时加工表面过多造成工件受力大,振动及发热变形而影响加工精度,还十分重视被加工零件在组合机床加工前所完成的工序及毛坯或半成品质量,对加工余量很大或铸造质量较差的零件应安排预加工工序。
汽车变速箱体是典型的箱体类零件,其材料为HT200,硬度为HB200左右,表面粗糙度要求并不会高。纵观整个零件所需加工得部位较多,但主要是平面加工和钻孔,特别是孔系很多。大多数尺寸都是以顶面为基准,还有依照夹紧定位的要求底面较平整可作为定位基面进行“一面两销” ,故在加工其它工序之前应该尽快加工出底面及底面上的定位销孔,在后面的加工工序中几乎都以底面为定位基准,以“一面两销”方式定位的。故应先加工其底面及加工底面上的两个定位销孔。
被加工零件的特点在很大程度上决定了组合机床的配置形式。一般说来,孔中心线与定位基准面平行的且需由一面或几面加工的箱体件宜采用卧式机床;对大型箱体件,采用单工位机床加工较适宜。
3.2.2 被加工零件的技术要求和加工工序
被加工零件需要在组合机床上完成的加工工序及应该的加工精度,是制定机床方案的主要依据。EQY-112-90汽车变速箱后面孔系螺纹底孔φ8.5,其要求的精度不高,表面粗糙度为Ra=16。从各种加工方式所能达到的精度及表面粗糙度考虑,可采用一次钻削加工就能达到尺寸要求和精度要求,而不需要留加工余量。变速箱的顶面是比较规则且比较大的平面,在加工时可以以顶面及顶面上两个定位孔采用“一面两销”定位,采用组合钻床同时加工六个孔。由《组合机床设计》书中表3—1 HT200铸件根据不同精度孔的典型工艺方法可知:,直径在Ø8.5mm以下的采用钻削加工
3.2.3零件的生产批量
零件的生产批量是决定采用单工位,多工位或自动线,还是按照中小批生产特点来设计组合机床的重要因素。从工件的外型及轮廓尺寸看,可以采取单工位固定式夹具的机床配置形式。
汽变速箱体的年产量为10000/年,单班制,且变速箱零件的尺寸较大,故采用单工位机床加工。
3.3 制定工艺方案时应考虑问题
3.3.1定位基准的及夹压点选择
组合机床是针对某种零件或某道工序而设计的。正确选择加工用定位基准,是确保加工精度的重要条件,同时也是有利于实现大限度的集中工序,从而收到减少机床台数的效果。
箱体类零件是机械加工中工序多,精度要求高的零件。这类零件一般都有较的孔要加工,又常常在几次装夹下进行。因此,定位基准选择“一面两孔”是常用的方法。它可以简便地消除工件的六个自由度,使工件获得可靠的定位;有同时加工零件五个表面的可能,既能高度集中工序,又有利于提高各面上孔的位置精度。“一面两孔”定位可以作为零件从粗加工到精加工全部工序的定位基准,使零件整个工艺过程基准统一,从而减少由基准转换带来的积累误差,有利于加工的精度。同时使机床各工序(工位)的许多部件,如夹具,实现通用化,有利于缩短设计、制造周期,降低成本。同时采用“一面两孔”定位,易于实现自动化定位、夹紧。
3.3.2加工工艺方案
具体的工艺安排如下:
1、粗铣变速箱外壳的顶面,以心轴和右侧面及后端一点定位,由左侧面进行夹紧,变速箱外壳底下采取辅助支承的工艺;
2、粗镗四轴孔,采用一面两销的定位方式,由上往下夹紧;
3、精铣顶面,采用工序1的定位方式和夹紧方法;
4、精镗轴孔φ110,φ80;
5、钻变速箱外壳顶面的两销孔φ11.8,采用工序1的定位和夹紧方法(此两孔用来为后面的工序当作定位孔);
6、绞顶面的两销孔φ12,以右侧面、心轴及顶面一点定位;
7、粗铣前后端面及凸台面,以一面两销的定位方式,从上往下夹紧(以下如无特别说明均以一面两销定位,从上往下夹紧);
8、铣两侧面,以一面两销的定位方式,,从上往下夹紧;
9、钻后端面凸台销孔2-φ9.8;
10、绞后端面凸台销孔2-φ10;
11、钻后端面右下方凸台螺纹底孔6-φ8.5;
12、攻螺纹6-M10;
13、钻前端面右下方凸台螺纹底孔6-φ8.5;
14、攻螺纹6-M10;
15、钻前端面其它螺纹底孔6-φ8.5;φ12
16、攻螺纹6-M10;M14
17、钻右下侧面螺纹底孔5-φ8.5;
18、攻螺纹5-M10;
19、钻右上侧面螺纹底孔6-φ8.5;
20、攻螺纹6-M10;
21、钻右侧面销孔φ8,及扩2-φ30孔;
22、扩底孔φ30;
23、钻左侧所有孔 4-φ17,4-φ8.5及销孔φ8;
24、攻螺纹4-M10;
25、扩注油孔φ42;
26、钻顶面螺纹底孔9-φ8.5,以一面两销的定位方式,由下往上夹紧;
27、攻螺纹9-M10,以一面两销的定位方式,由下往上夹紧;
28、清洗;
29、检验。
查看全部介绍
网站地图