





产品别名 |
激光焊接机,全一激光科技-诚信厂家,激光焊接机-实时报价,全自动机械手-智能机器人 |
面向地区 |
全国 |
激光头上配有防烟雾的光学透镜及保护系统,维修时只要更换透镜前端保护玻璃即可。可以通过系统中体积紧凑的强力激光发生器选择与点径相合适的激光束,激光功率大为30W、50W (空气冷却)两种,并连续可调,从而达到佳功率的焊接。
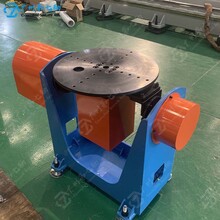
激光焊接机器人系统已越来越广泛地被应用于手机、笔记本电脑等电子设备的摄像头零件、LCD零件及微型电动机、微型变压器等零部件的焊接,还可用于液晶TV、数码照相机、航空航天制造、汽车零件制造等领域。
激光焊接机又常称为激光焊机、能量负反馈激光焊接机、雷射焊接机、镭射焊机、激光冷焊机、激光氩焊机、激光焊接设备等。按其工作方式常可分为激光模具烧焊机(手动激光焊接设备)、自动激光焊接机、首饰激光焊接机、激光点焊机、光纤传输激光焊接机、振镜焊接机、手持式焊接机等,激光焊接设备有传感器焊机、矽钢片激光焊接设备、键盘激光焊接设备。
可焊接图形有:点、直线、圆、方形或由AUTOCAD软件绘制的任意平面图形。
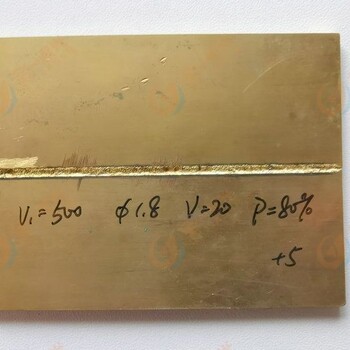
因为激光焦点处光斑中心的功率密度过高,容易蒸发成孔。离开激光焦点的各平面上,功率密度分布相对均匀。离焦方式有两种:正离焦与负离焦。焦平面位于工件上方为正离焦,反之为负离焦。按几何光学理论,当正负离焦平面与焊接平面距离相等时,所对应平面上功率密度近似相同,但实际上所获得的熔池形状不同。负离焦时,可获得更大的熔深,这与熔池的形成过程有关。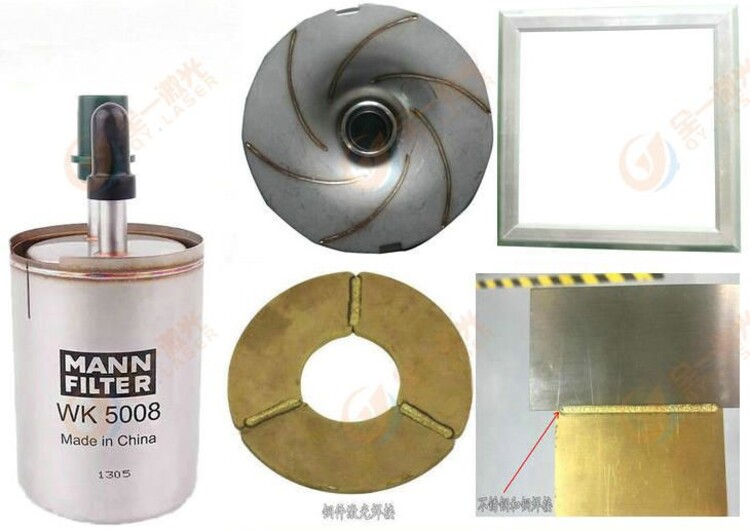
在20世界70年代以前,由于高功率连续波形(CW)激光器尚未开发出来,所以研究集中在脉冲激光焊接(PW)上。早期的激光焊接研究实验大多数是利用红宝石脉冲激光器,1ms脉冲典型的峰值输出功率Pm为5KW左右,脉冲能量为1~5J,脉冲频率就小于等于1赫兹。当时虽然能够活的较高的脉冲能量,但这些激光器的平均输出功率P却相当低,这主要是由激光器很低的工作效率和发光物质的受激性状决定。激光器由于具有较高的平均功率,在它出现之后很快就成为点焊和缝焊的优选设备,其焊接过程是通过焊点搭接而进行的,直到1KW以上的连续功率波形激光器诞生以后具有真正意义的激光缝焊才得以实现。
焊接柔性化技术也是我们着力研究的内容。在未来的研究中,我们将各种光、机、电技术与焊接技术有机结合,以实现焊接的化和柔性化。用微电子技术改造传统焊接工艺装备,是提高焊接自动化水平淡的根本途径。将数控技术配以各类焊接机械设备,以提高其柔性化水平,是我们当前的一个研究方向;另外,焊接机器人与系统的结合,实现自动路径规划、自动校正轨迹、自动控制熔深等功能,是我们研究的。